












.jpg)




一、焊接技术
(一)焊接的核心定义与分类
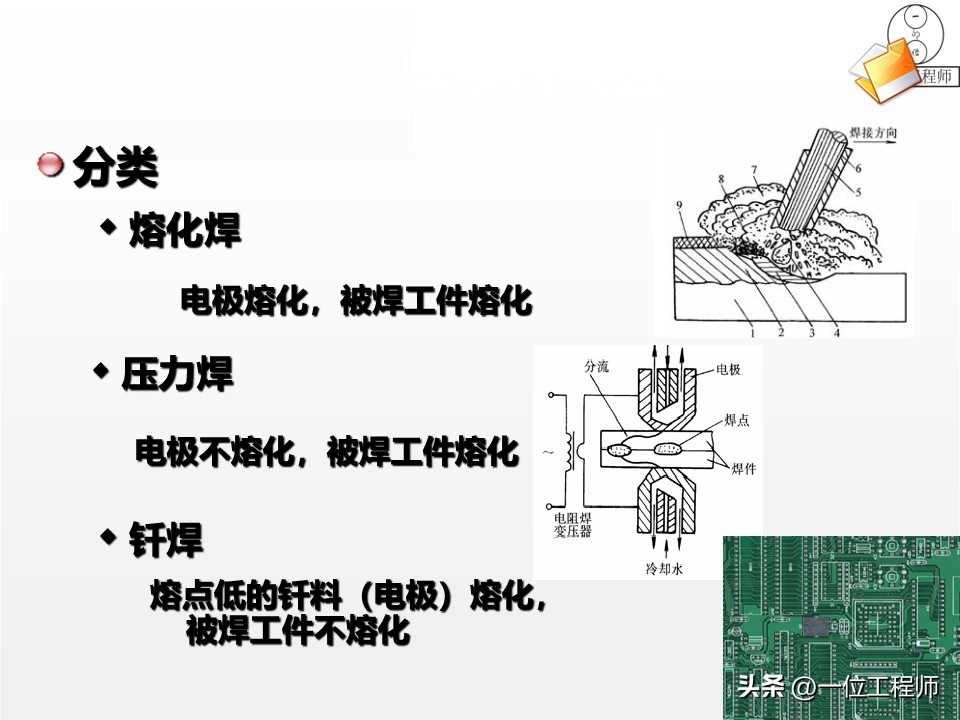
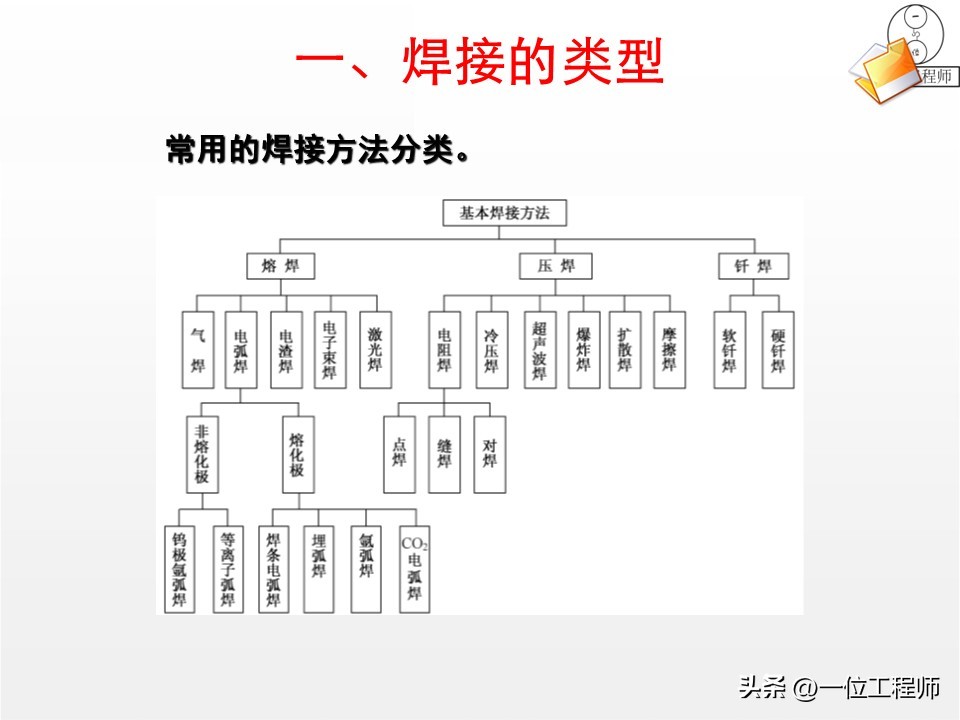
焊接这种工艺, 是通过借助加热方式或者施加压力, 达成让两个以及两个以上处于分离状态的零件, 经由原子相互结合从而形成永久性连接的目的, 依据其工作原理, 主要被划分成三大类别:
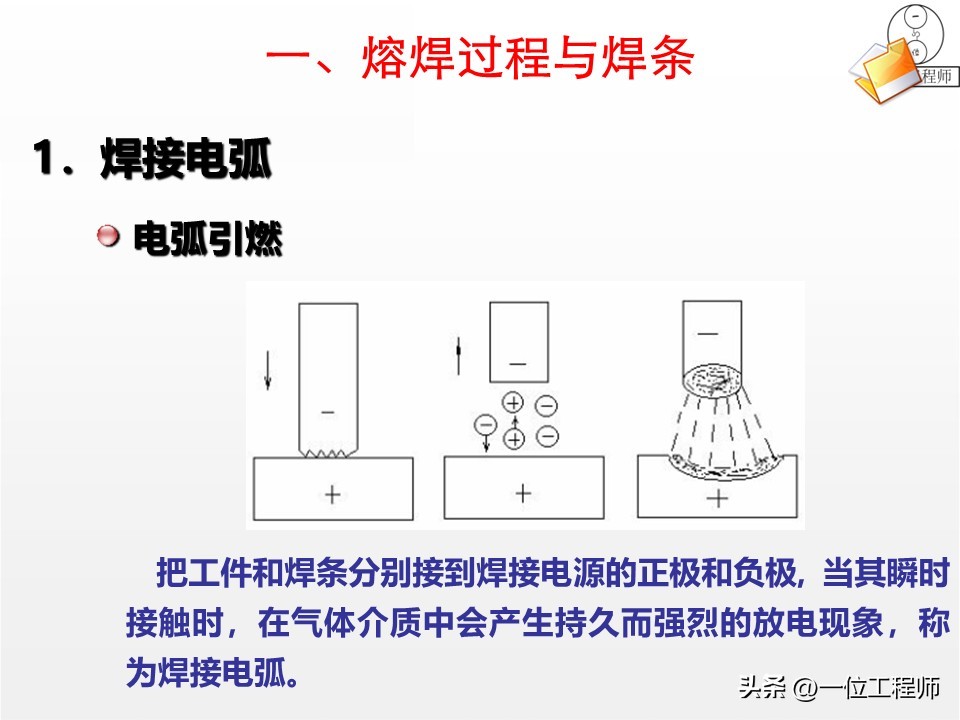
熔化焊:电极与被焊工件均熔化,是应用最广泛的类型;
压力焊:电极不熔化,仅被焊工件熔化,依赖压力实现结合;
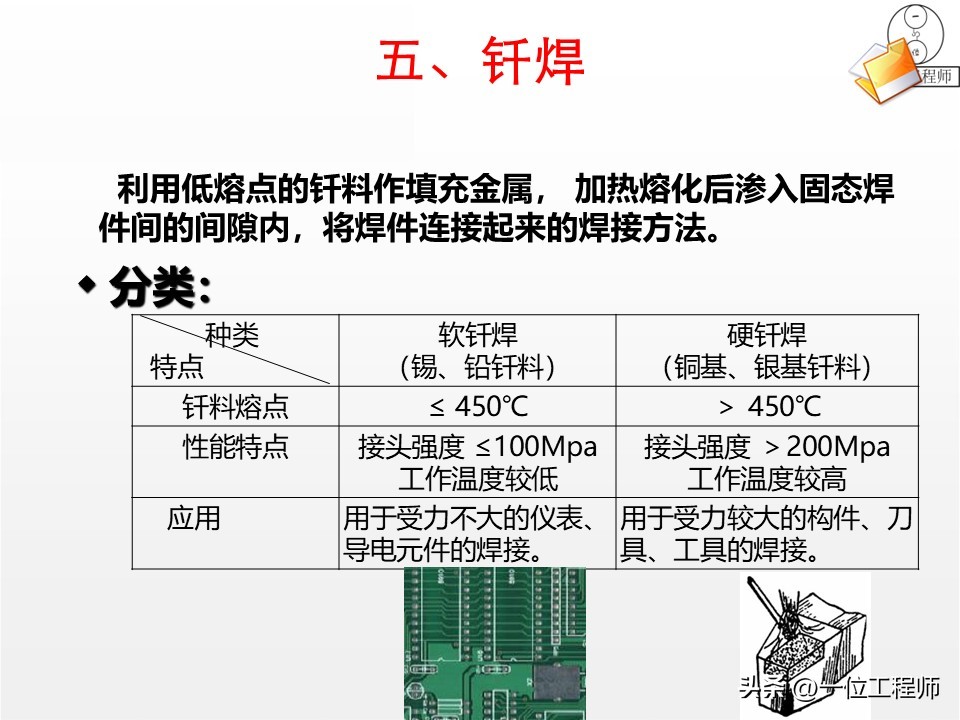
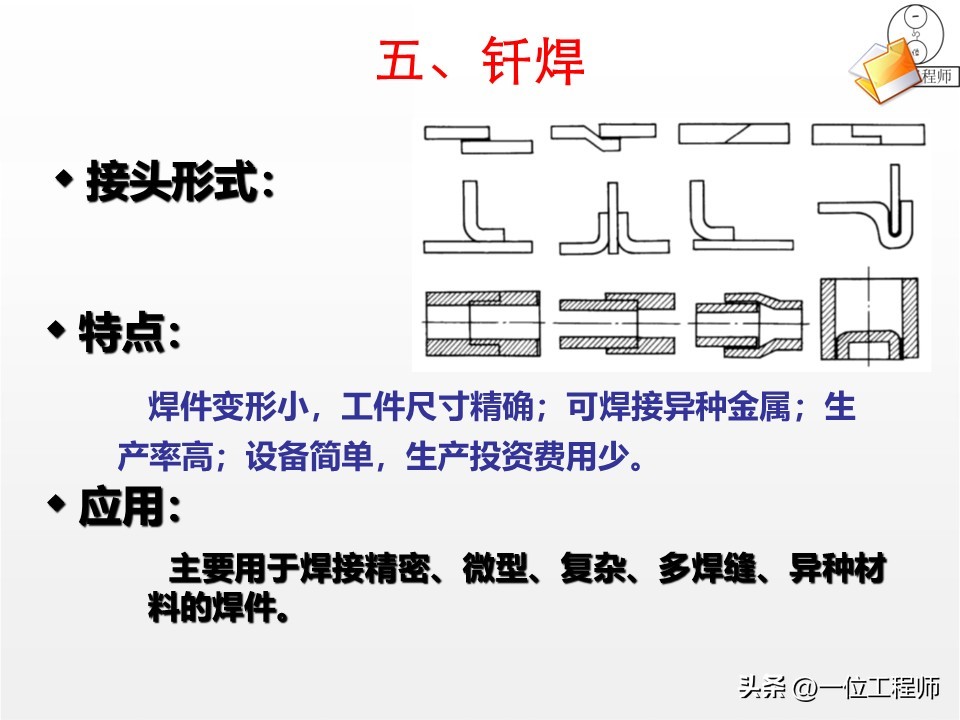
钎焊, 是这样一种焊接方式, 即熔点低的钎料发生熔化, 而被焊的工件却不会熔化, 借助钎料的填充来达成连接。
(二)焊接工艺的优势与局限
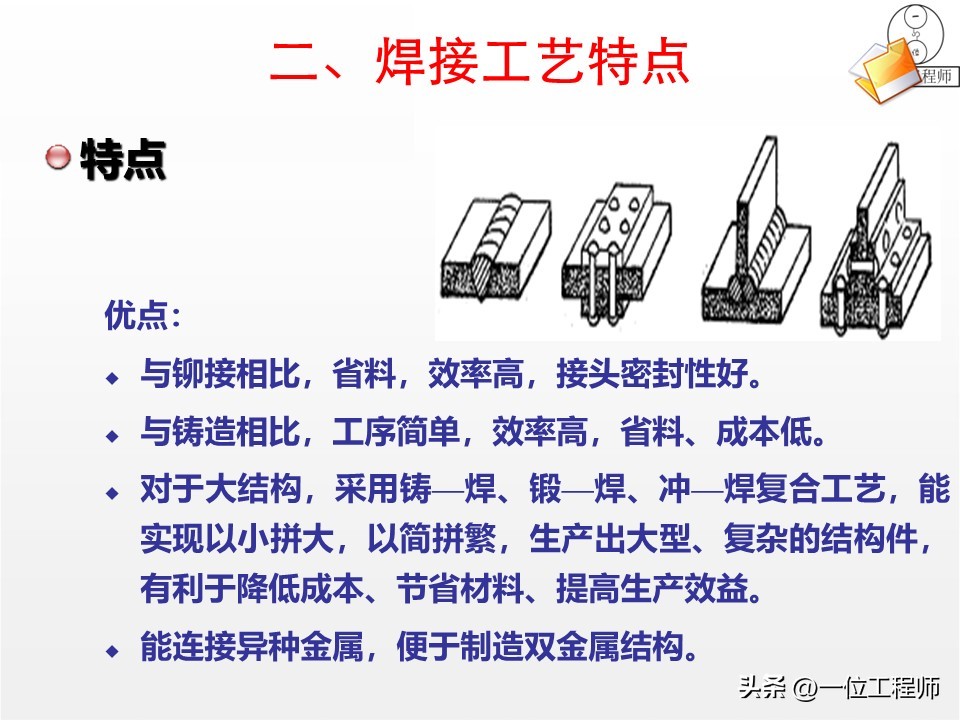
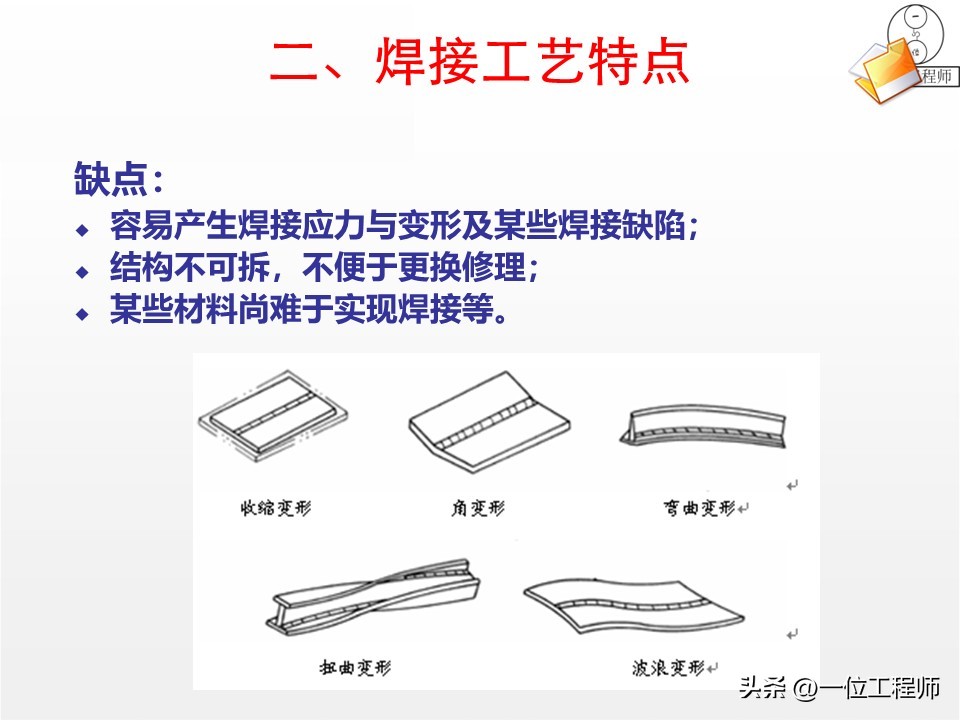
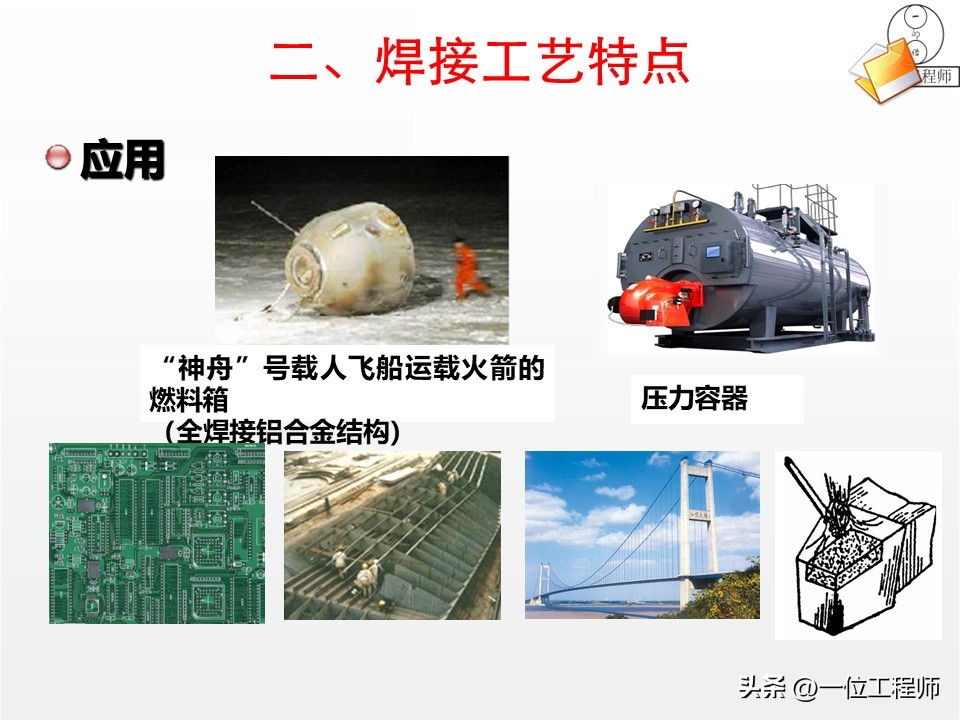
相较于铆接、铸造, 焊接有突出优势, 一为省料更高效, 二是接头密封性很棒, 三能够借助复合工艺制造大型复杂结构件, 而且也可以连接异种金属。不过也存有不足, 容易产生焊接应力以及变形, 结构是不可拆分的, 有一些材料焊接难度颇高。它的应用场景极广, 从“神舟”号飞船燃料箱、江阴长江大桥那里, 到压力容器、汽轮机转子这儿, 都离不开焊接技术的支持。
(三)关键焊接方法及应用
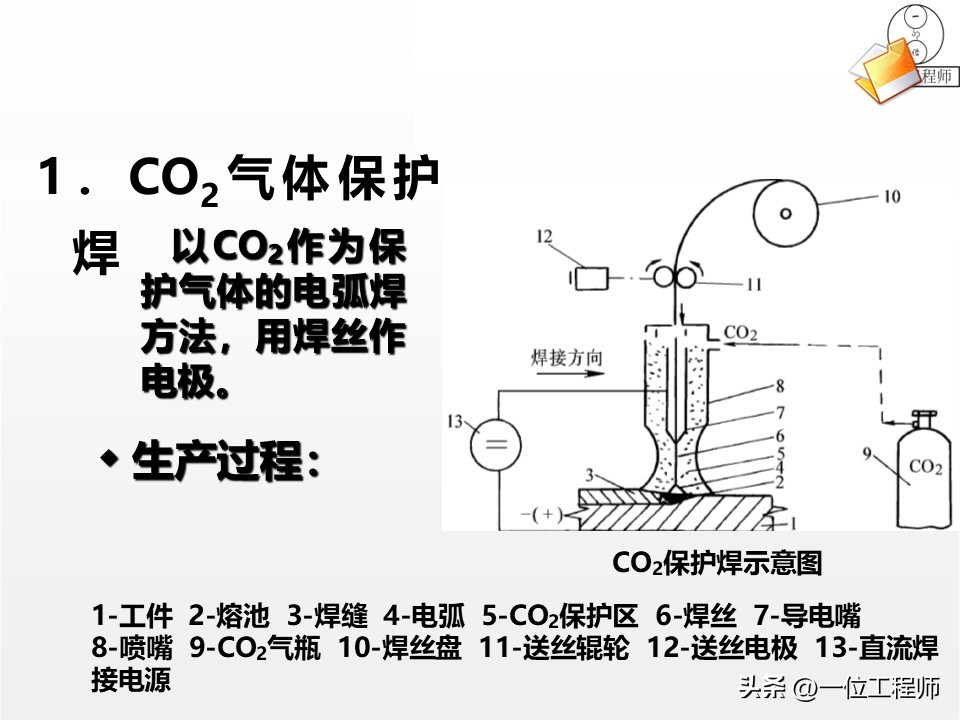
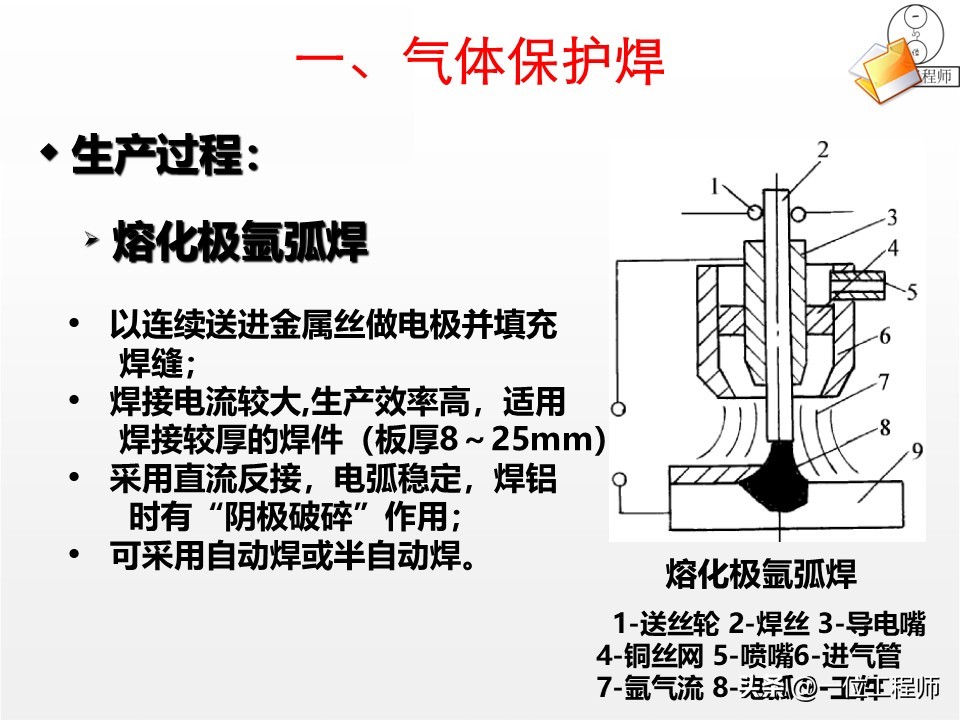
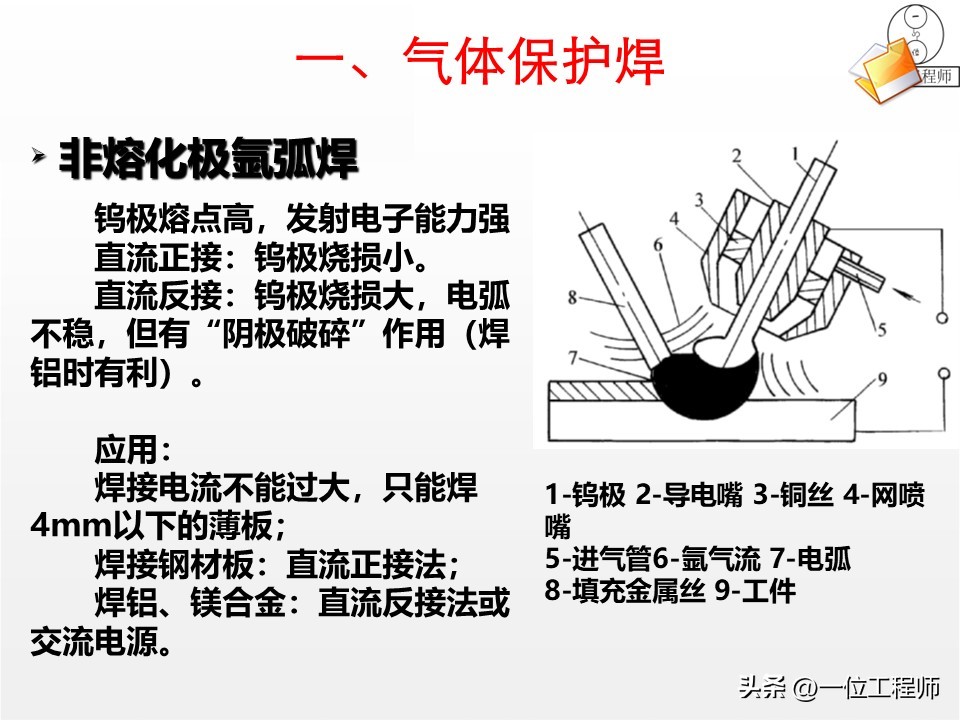
气体保护焊, 它, 涵盖了CO₂气体保护焊以及氩弧焊。其中, CO₂气体保护焊成本低, 并且效率高, 它比较适合低碳钢薄板的焊接。而氩弧焊, 保护的效果好, 相对的变形小, 其适用于有色金属和合金钢这种类型的焊接。
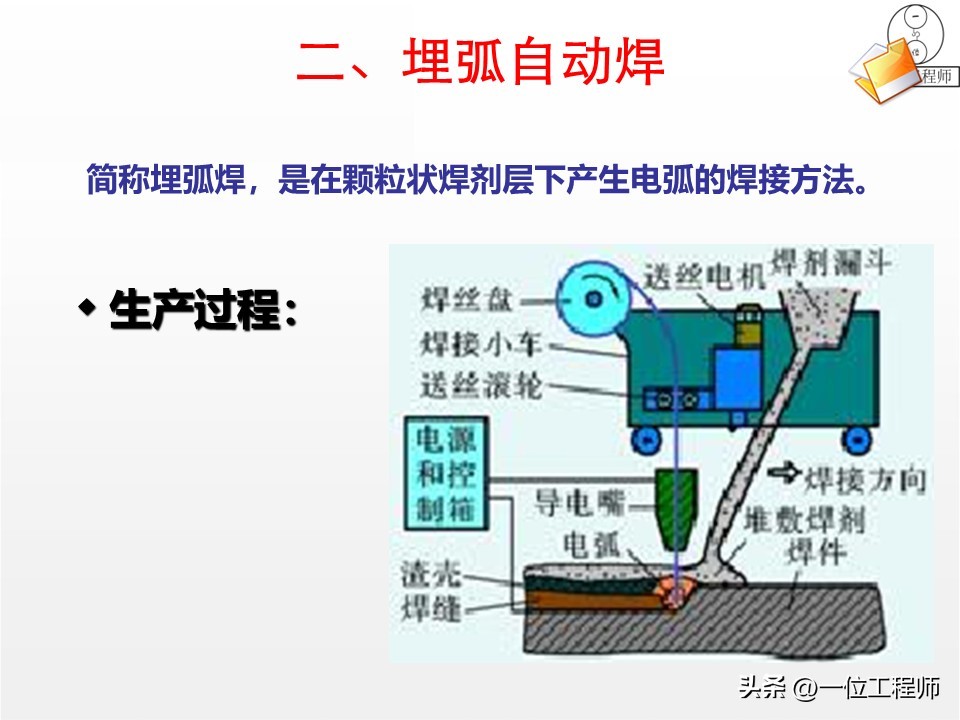
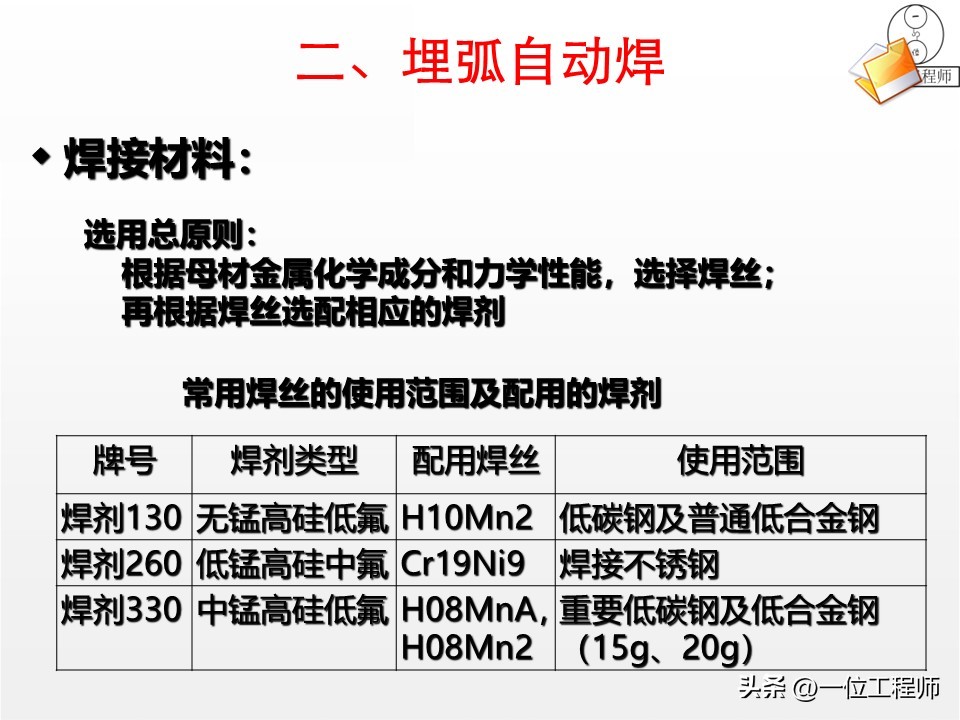
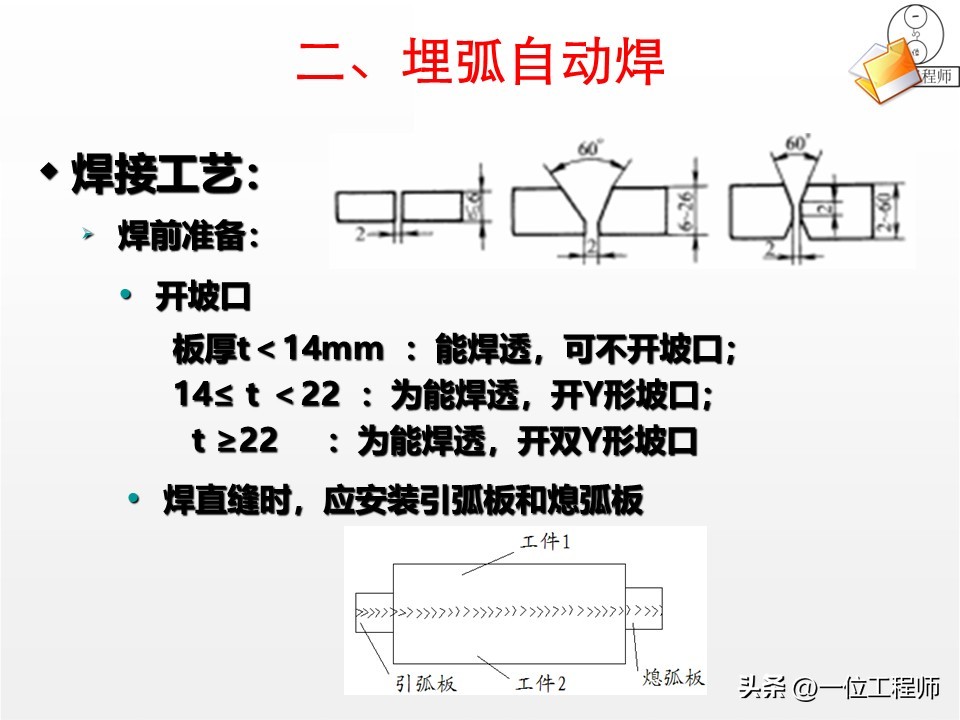
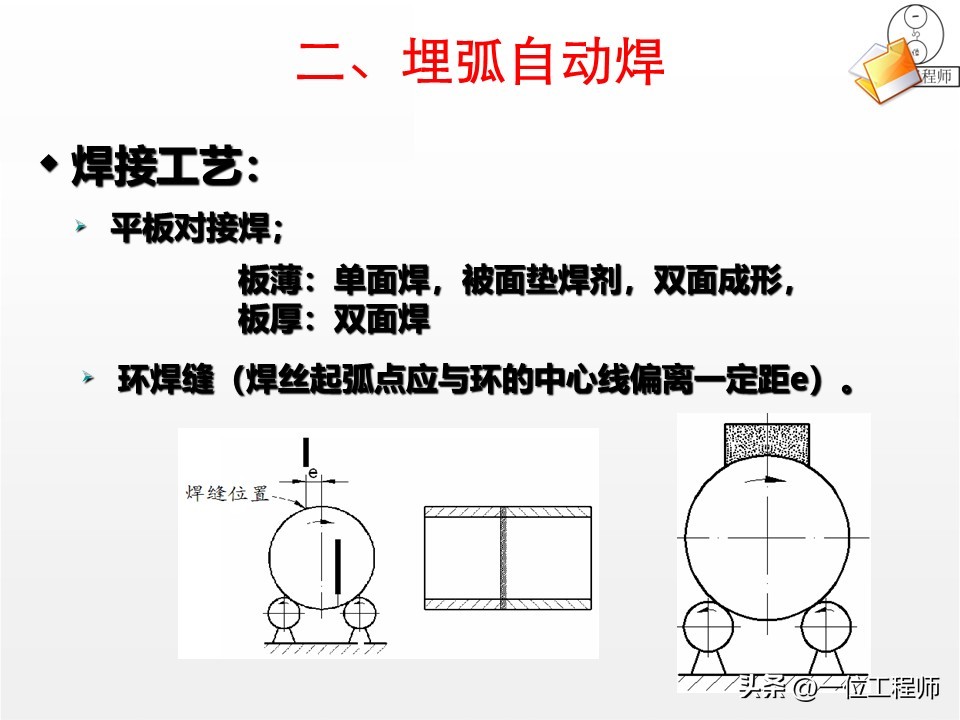
埋弧自动焊需在焊剂层下进行焊接, 其具备生产率高的特点, 同时质量稳定, 它被大量应用于中厚板长直焊缝, 以及大直径环形焊缝。
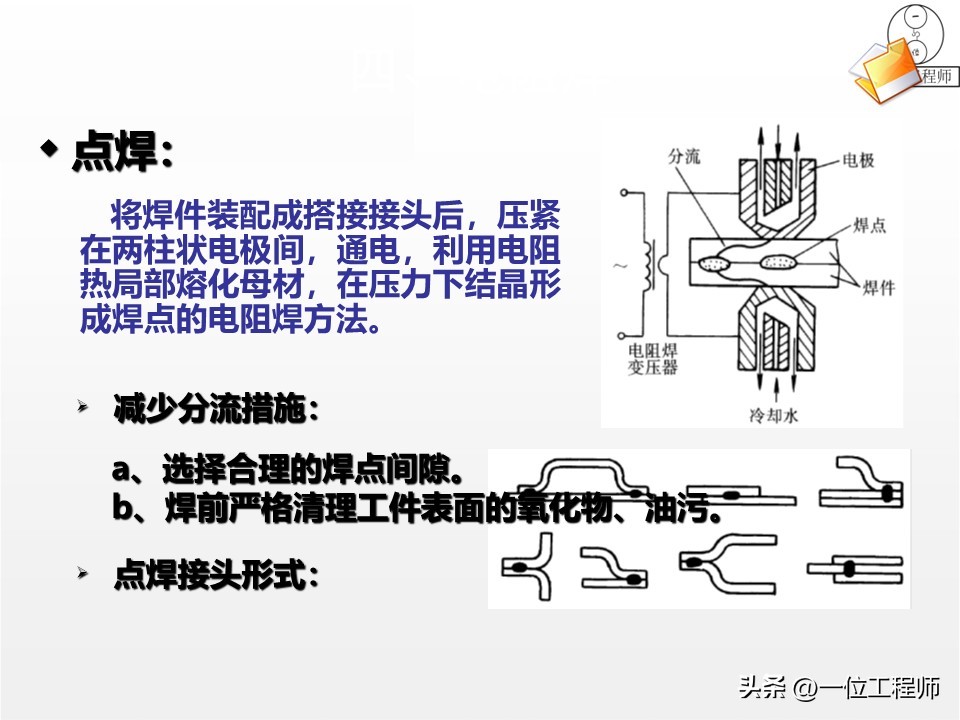
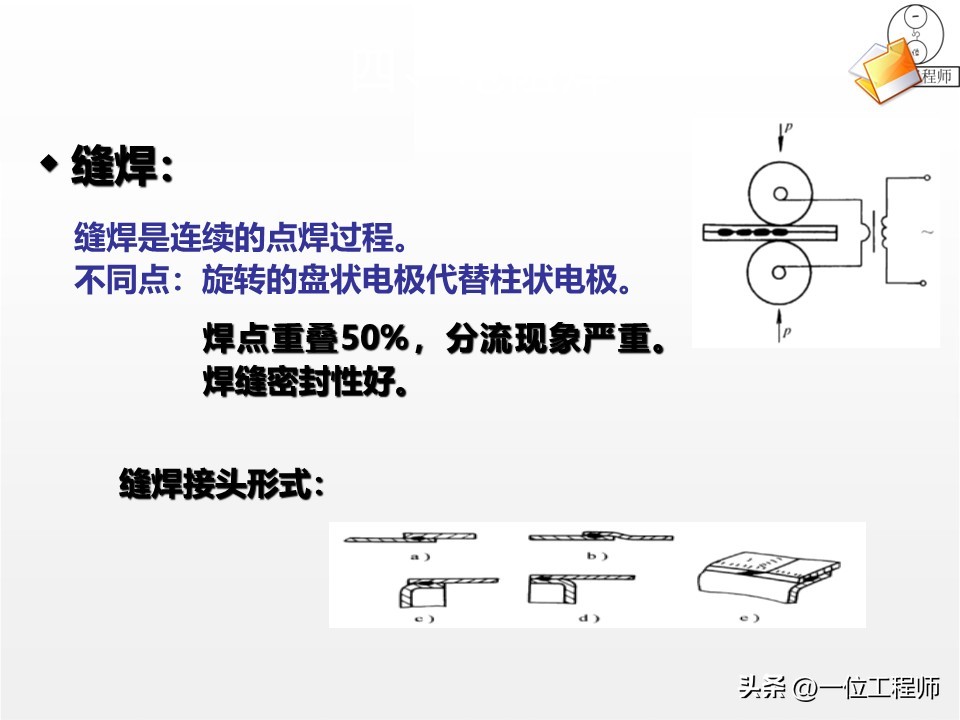
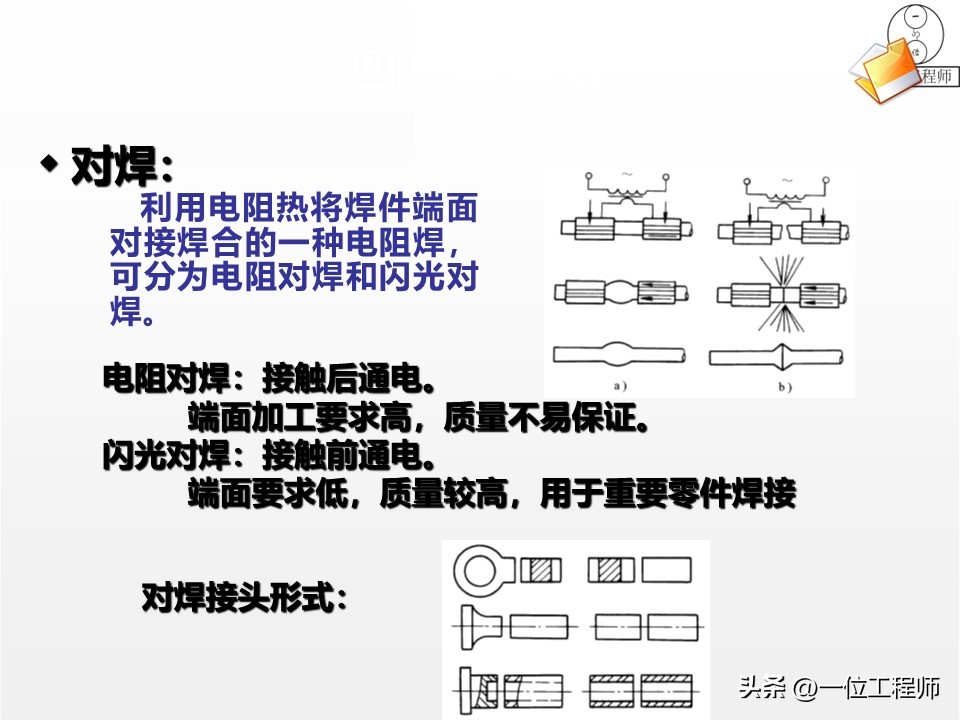
电阻焊, 它不需要填充材料, 容易实现自动化, 它被分为点焊、缝焊、对焊这三种形式, 适用于薄板冲压件、密封结构以及零件接长这样的情况。
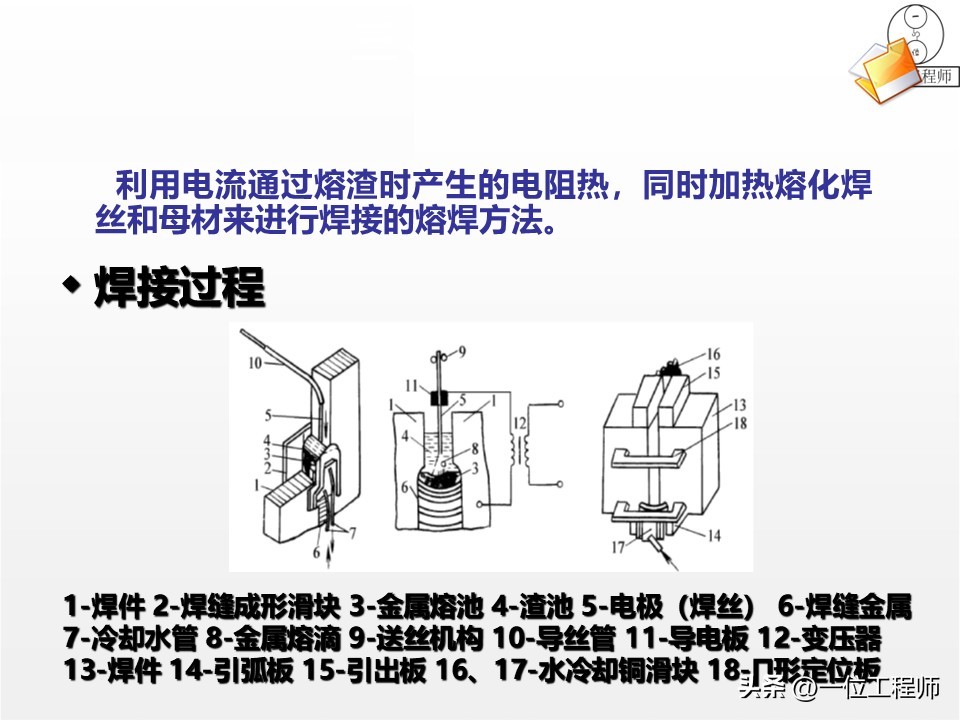
焊件厚度在40mm以上时, 适合采用电渣焊这种熔渣与电阻热相结合来进行焊接的方式, 大型构件在拼焊之时,常常会运用到它。
(四)焊接质量控制要点
焊接质量受多重因素影响,核心控制环节包括:
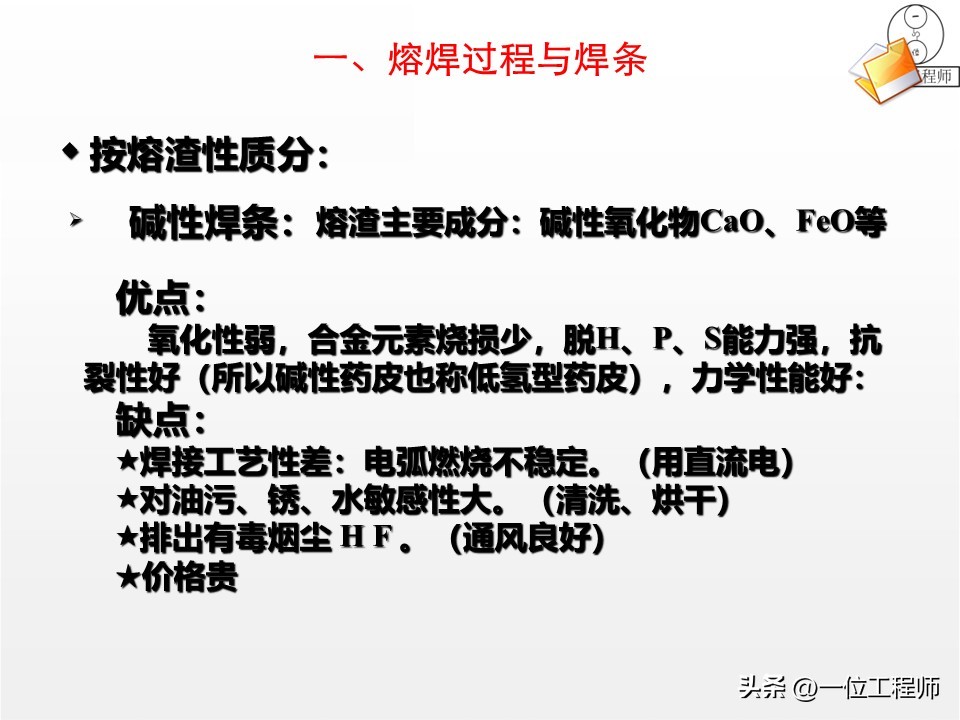
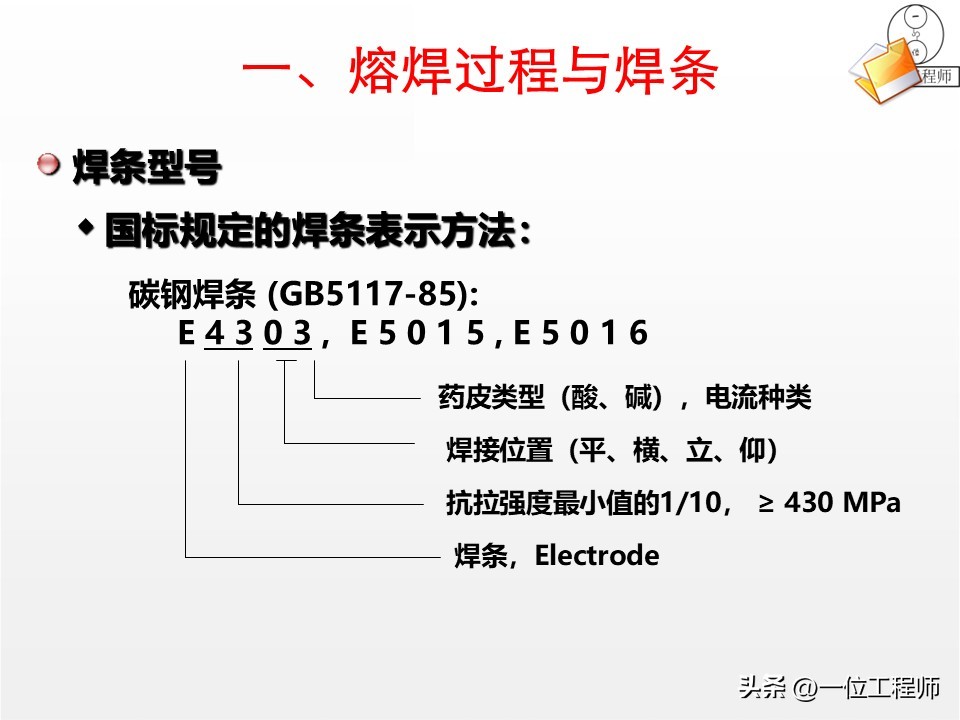
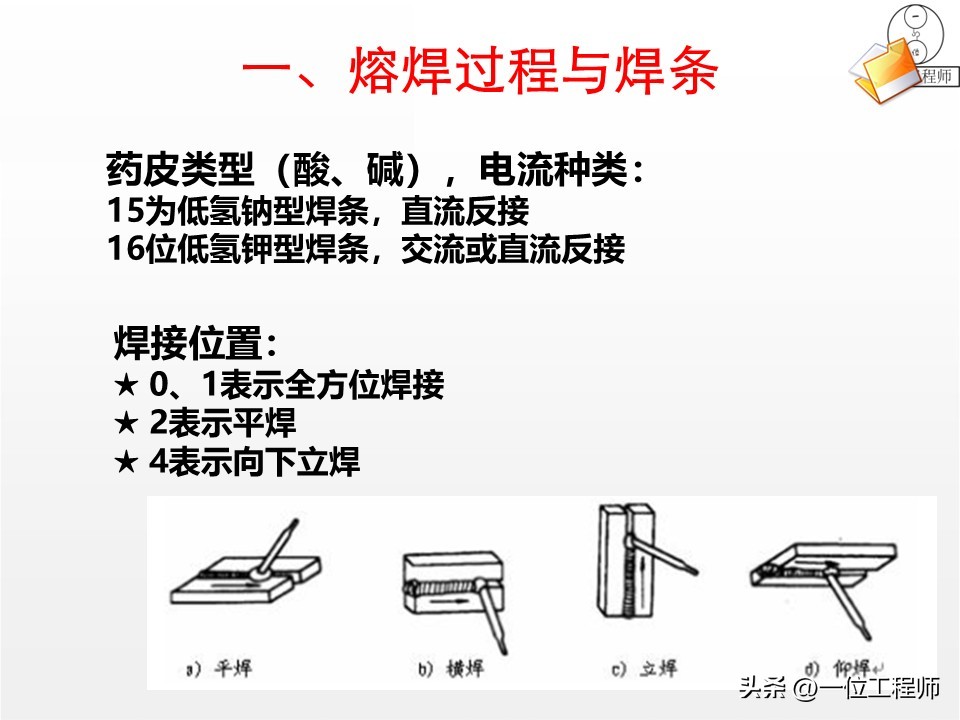
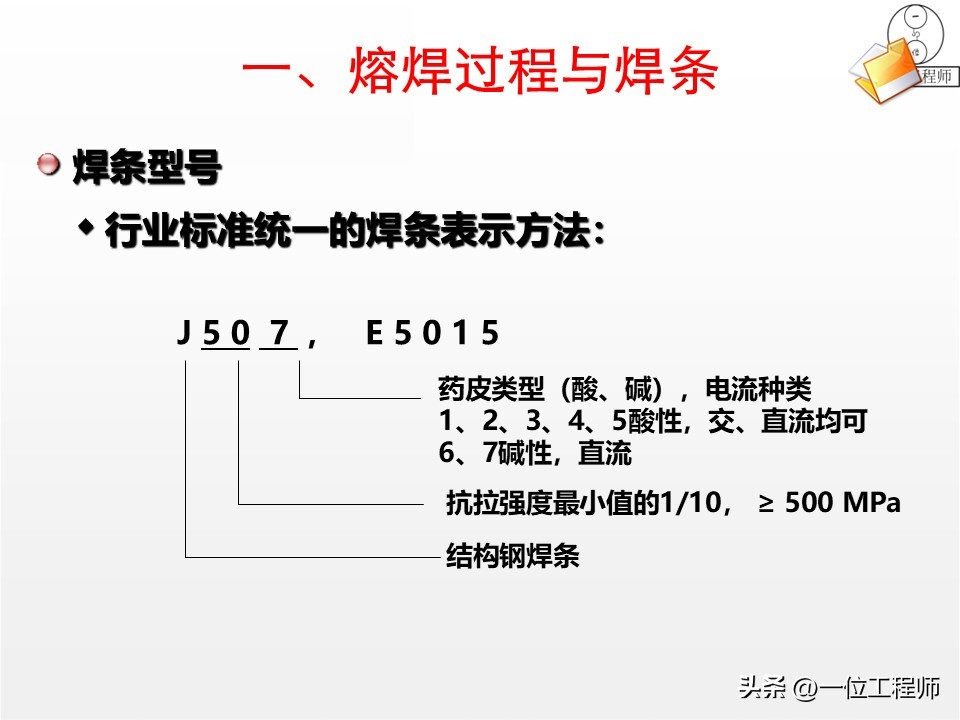
焊条挑选, 需遵循等强度这项原则, 以及同成分这一准则, 酸性的焊条具良好工艺性, 碱性的焊条抗裂性能较强。
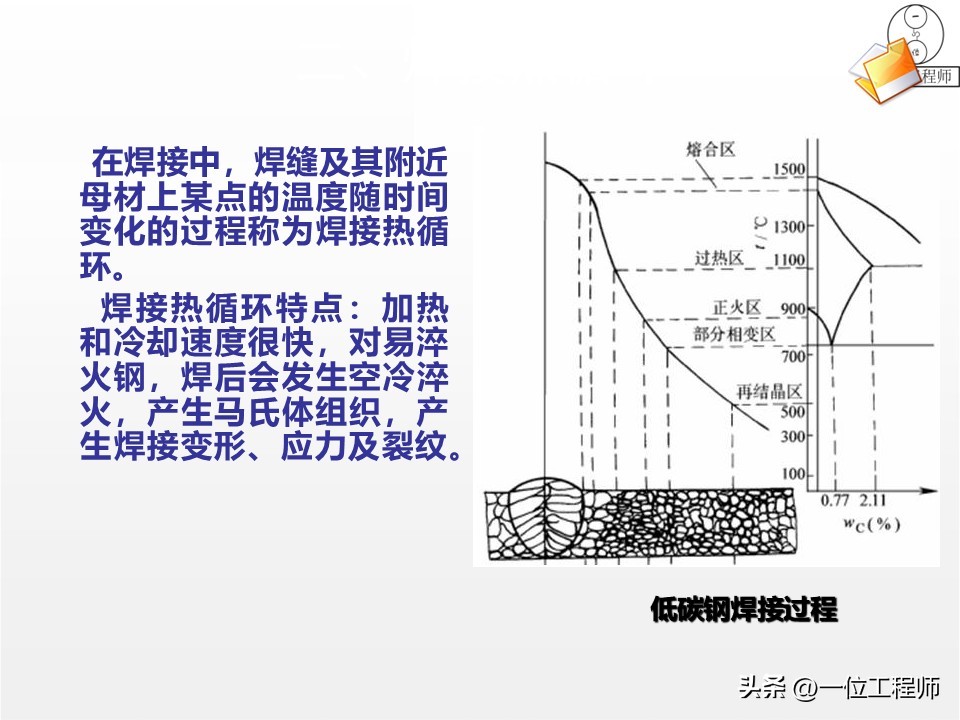
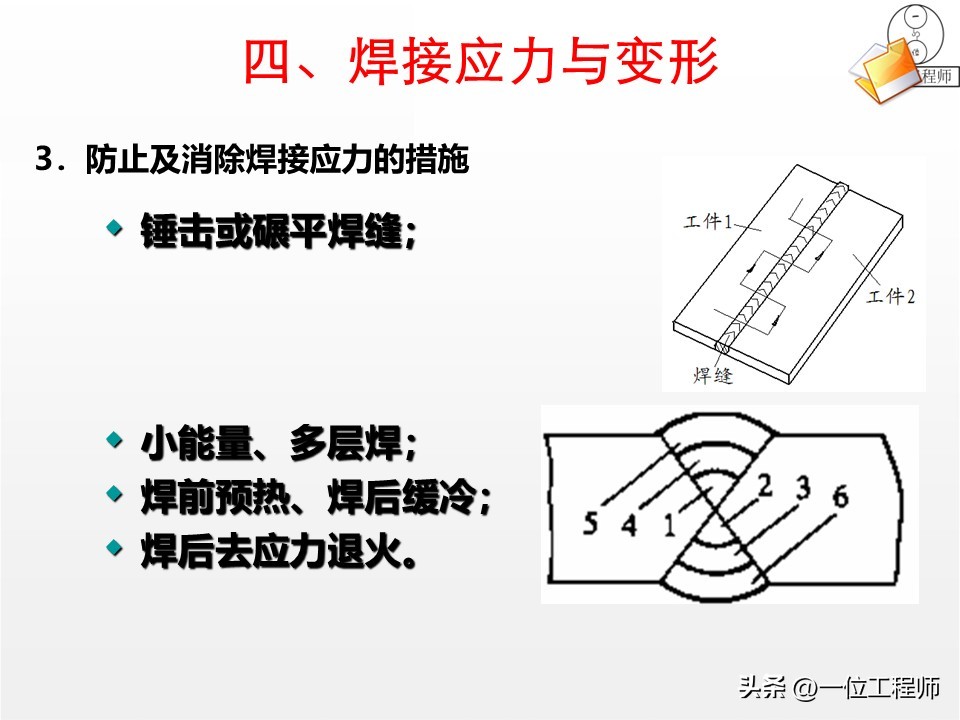
在热循环管理方面, 要防止在过热区域出现晶粒大幅粗大的情况, 借助预热以及缓冷等一系列举措来削减应力。
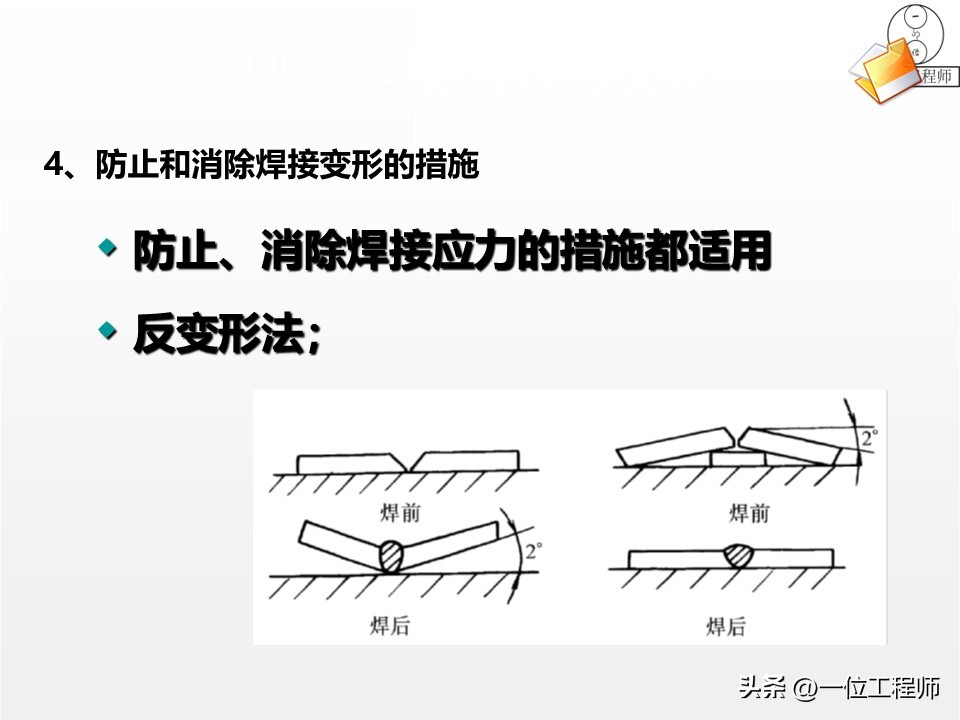
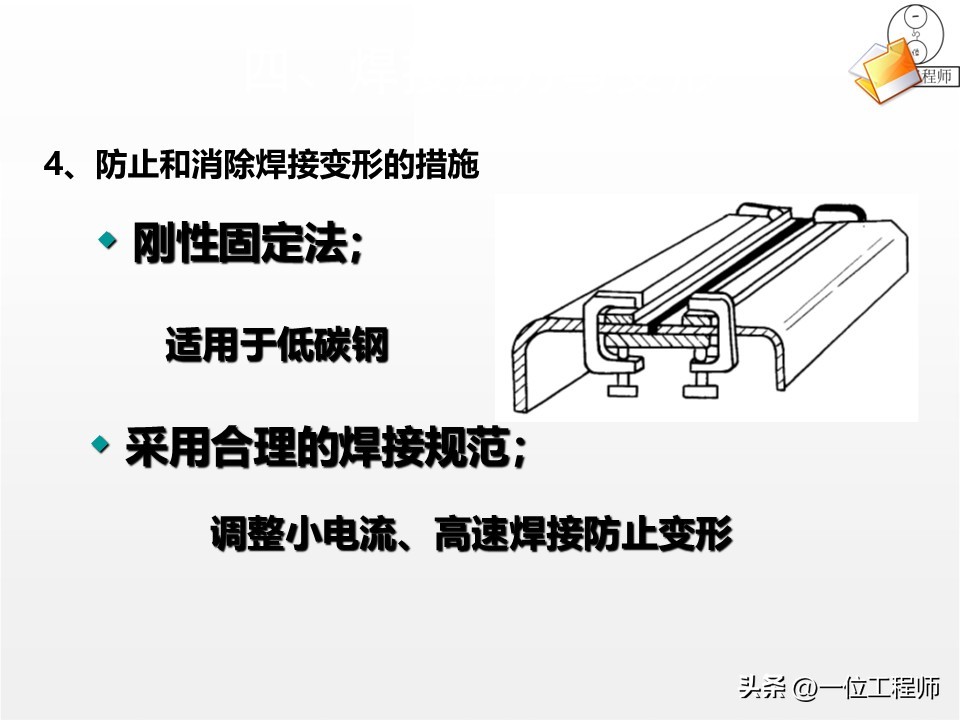
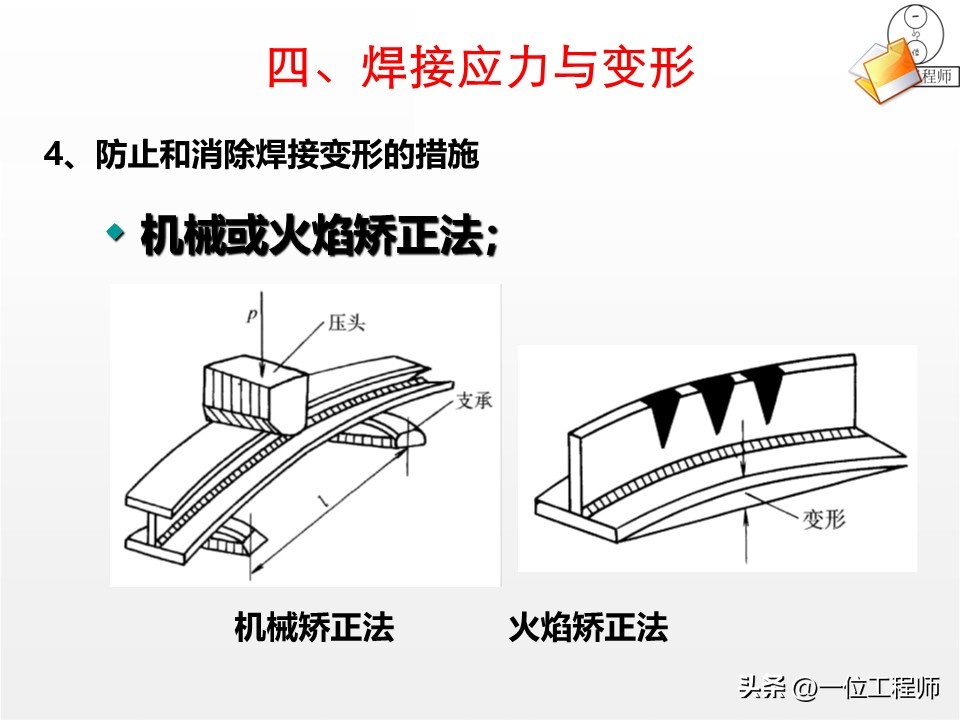
防止变形的应对举措有反变形法、刚性固定法等, 以此来防控变形情况发生, 进而努力加强焊缝的保护措施, 以期避开气孔、夹渣现象的出现。
(五)常用材料的焊接技巧
焊接性方面 不同材料差异不小: 低碳钢焊接品性出色 没有必要采用特殊工艺 可以简单焊接操作即可完成 中碳钢以及高碳钢 焊接时需要进行预热 之后还得进行缓冷 目的是防止出现裂纹产生 不锈钢焊接之时 需要把控好焊接电流大小 不然会引发晶间腐蚀情况会出现 铸铁焊接的特性不佳 主要是以焊补作为焊接方式 焊补存在热焊和冷焊两种工艺 铝 和铜这类非铁金属 焊接时容易出现氧化现象 而且其传导热量又快许多 焊接多选用氩弧焊的方式来进行。
(六)焊接结构工艺设计原则
合理的工艺设计是保证焊接质量的关键:
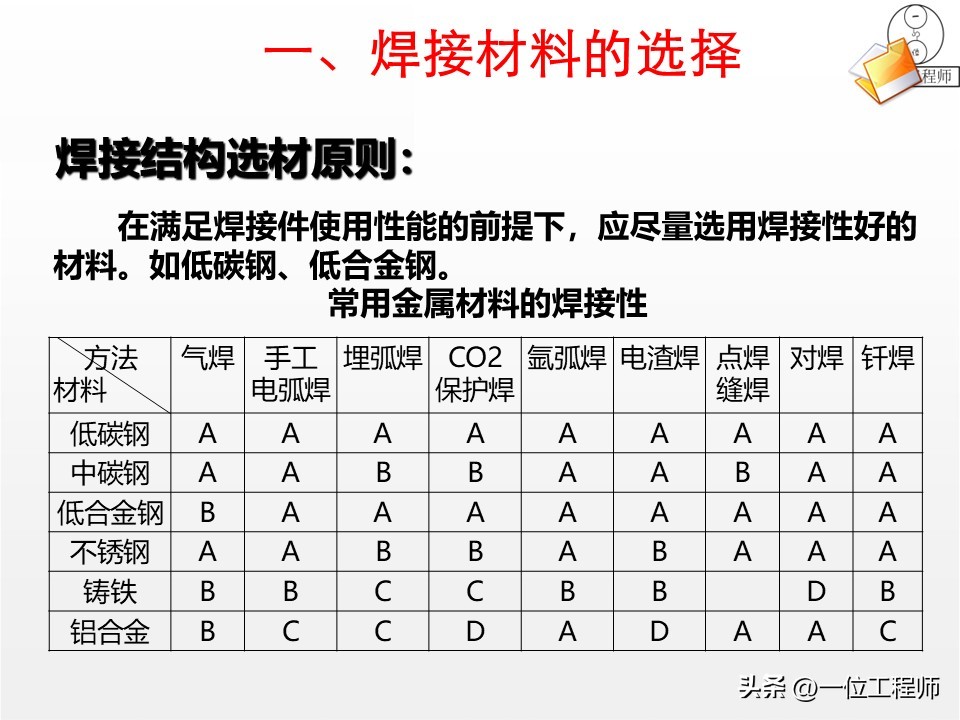
材料选择:优先选用焊接性好的低碳钢、低合金钢;
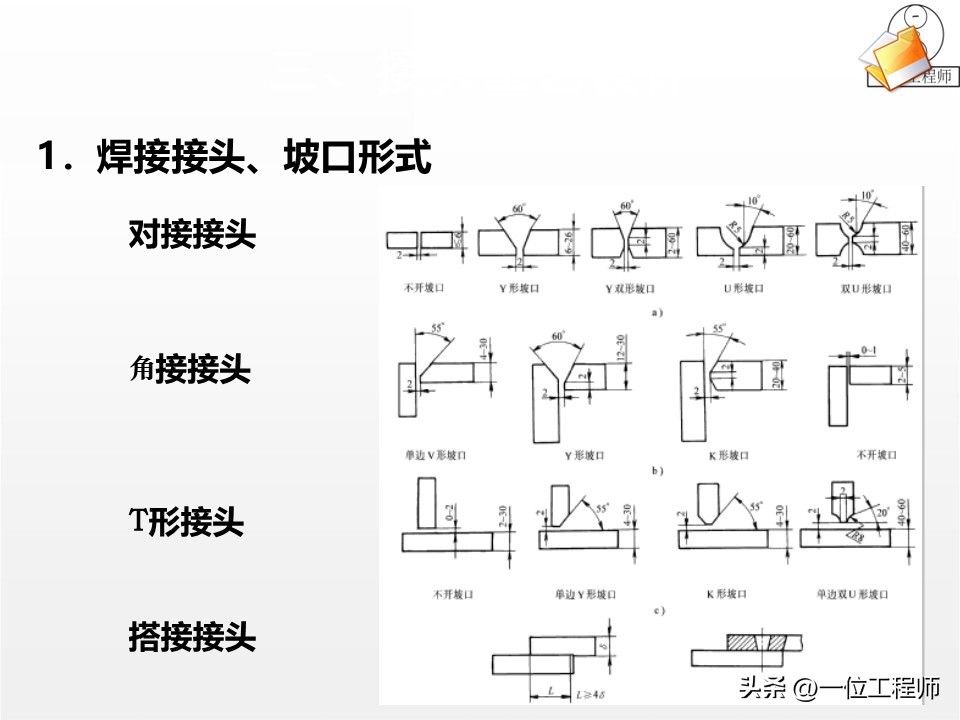
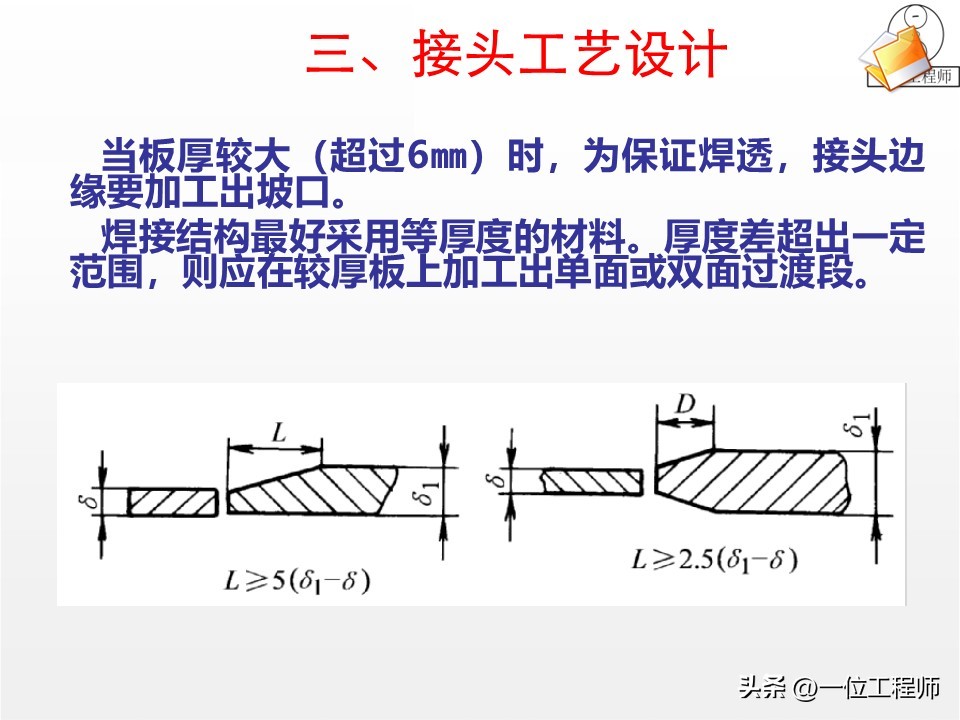
接头的设计情况是, 当板的厚度超过6毫米的时候, 就需要开设坡口, 要是材料的厚度不一样, 那就需要设置过渡段。
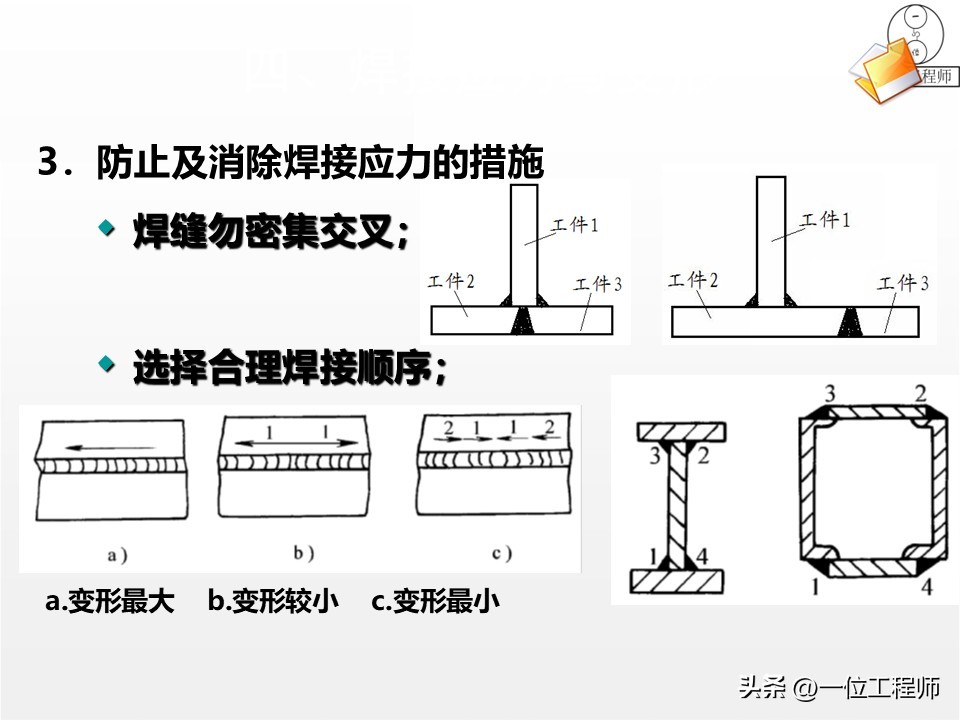
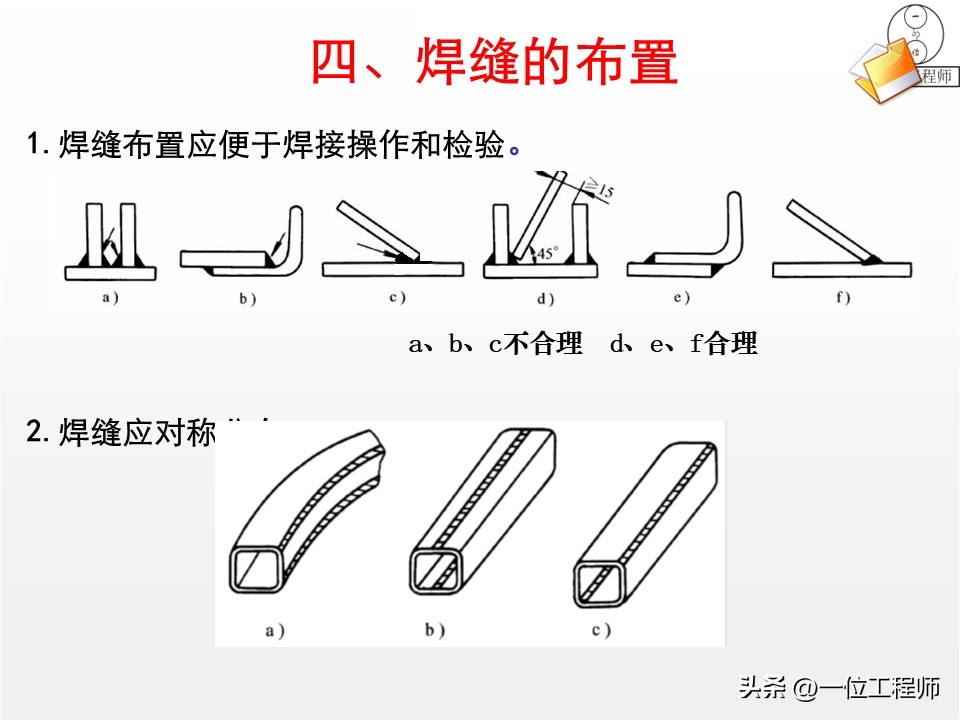
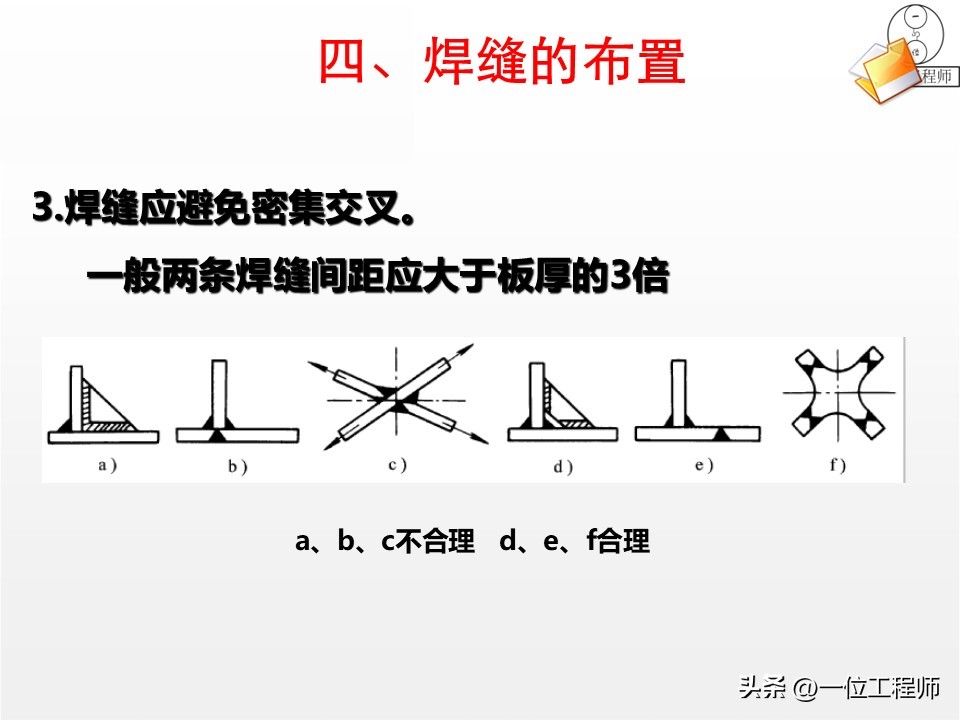
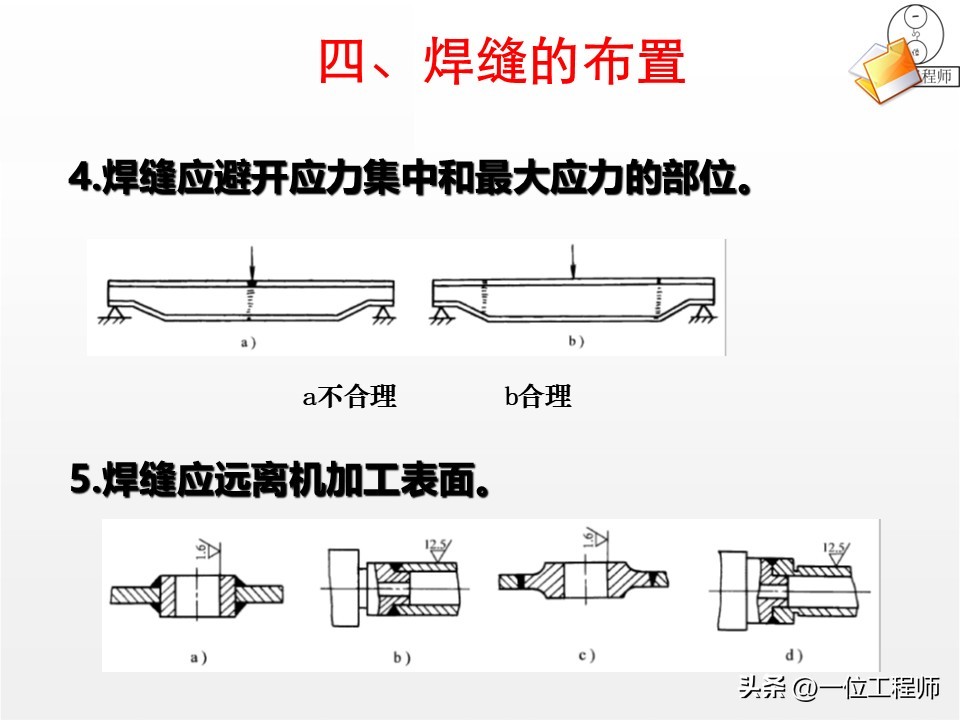
焊缝布置要遵循这样的一些原则, 即要做到对称, 同时要避开密集交叉的情况, 还要远离应力集中的区域, 并且要与机加工表面保持距离。
二、粘接技术
(一)粘接的基本原理与工艺
零件连接的工艺是粘接, 它是借助粘接剂与被粘物表面, 通过机械、扩散、吸附以及化学作用, 进而产生粘附力得以实现的。其核心流程涵盖, 去油污、增粗糙度的粘接面准备, 配胶, 涂胶, 晾制叠合, 固化。
(二)粘接技术的特点与应用
优势在于适用性能强, 能够连接同类材料或者异种材料, 应力集中现象小, 同时具备密封以及绝缘等功能, 工艺简便成本低。然而存在耐热性能差, 容易自然老化, 强度处于较低水平的局限。主要被应用于零件连接方面, 铸件修补场景之中, 光学仪器密封领域, 微小零件固定用处等。
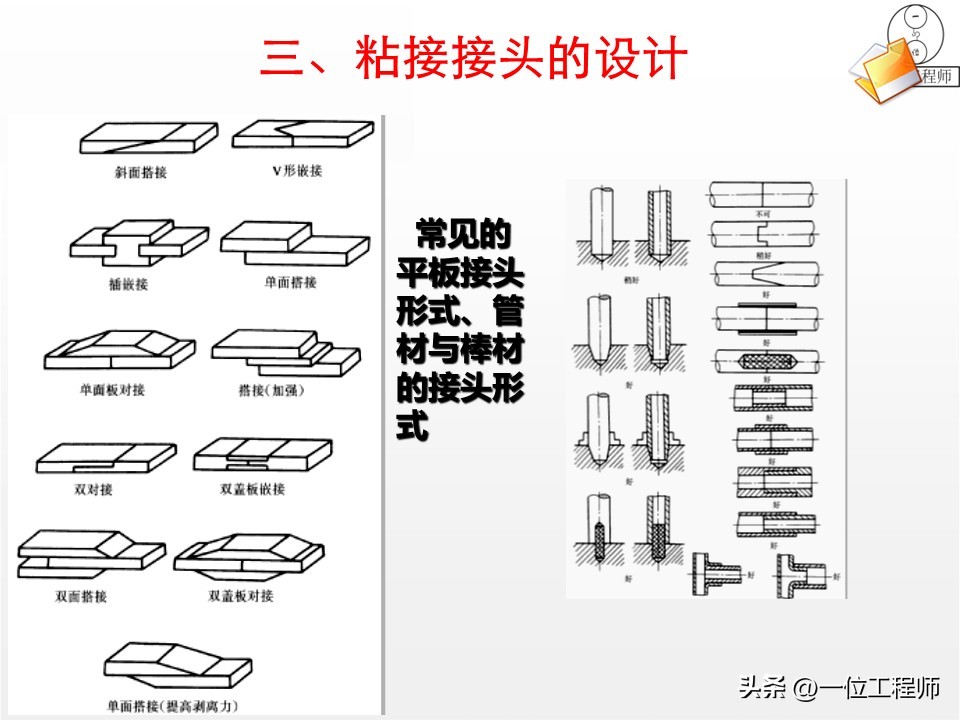
(三)粘接接头设计要点
接头的设计, 要达成这样的要求, 即尽可能地去承受剪切应力, 还要把粘接面积予以增加, 对于重载接头而言, 需运用复合连接形式, 并且要同时兼顾到加工的便利性以及外观的平整性。
焊接技术有着自身的侧重点, 粘接技术也有着自身的侧重点, 在实际里被应用时要是希望实现高效且优质的连接成果, 进而为不同类工业产品的可靠性给予保障呈现状况, 就需要凭借材料所具备的特征, 和结构提出的要求, 以及使用时的工作状况来展开科学性的选型操作。
PPT介绍常见的焊接和粘接








暂无评论内容