












.jpg)




进行焊接操作, 一般正常情况下是针对金属而言的焊接叫焊接, 它是一种借助加热或者压力或者是同时把加热与压力予以运用的方式, 通过这种方式来达成成形, 从而借此在两个处于分离状态的对象之间建立起原子之间的某种结合, 进而把它们连接成为一个统一的整体, 这便是焊接, 接着来说焊接的类型, 依据焊接过程里加热的程度以及工艺所展示出来的特点, 能够把焊接的方法划分成三大类别, 首先是熔焊那这块要说明的是, 将工件的焊接位置局部加热到使其达到熔化的程度, 进而形成熔池那种状态通常情况下也会添加填充金属, 之后冷却结晶, 然后就形成了焊缝, 最终通过焊件连接成为一个不可分割开来的整体, 在熔焊常用的焊接方法之中, 有气焊, 还有弧焊, 另外还有电渣焊, 以及等离子弧焊, 包括电子束焊, 再有就是激光焊等等。(2)(1)压焊, 于焊接进程里, 不管加热与否, 均得采用压力来焊接。常见的压焊存有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。(2)钎焊, 熔点比被焊金属低的钎料(填充金属)熔化之后, 填充接头间隙, 且与被焊接金属相互扩散借此达成连接。被焊工件在钎焊过程之中不熔化, 而且通常不产生塑性变形。
二十一世纪步入之后, 焊接身为制造业关键构成部分, 发展极为迅速蓬勃, 给焊接这个行业带去了前所未有的发展契机, 水电焊、氩弧焊、数控等具备技术性的工种, 在就业形势越发严峻的大态势下, 依旧属于一枝独秀的状况。伴随时代向前迈进, 科技持续发展, 生产制造业持续发展壮大起来, 生产制造行业对于焊接的需求变得越来越大了。2019年1月26日的时候, 人社部发布了《2020年第四季度全国招聘不及格的100个职业排行》。这些岗位里, 焊工成功进入全国“最缺工”100个行业的前十强!制造型制造业对于人才的需求趋势越发强劲, 焊工在航天工业部门、航空工业部门、核工业部门、造船工业部门、建筑工业部门以及机械制造工业部门等都有广泛应用, 焊接技术是中国经济发展里不可缺少的一种工艺方式, 然而当下焊接专业人才的培养远远无法适应社会的就业需求, 特别是二保焊技术人才严重短缺、氩弧焊技术人才严重短缺、手工弧焊技术人才严重短缺, 进而促成了对焊接技术人才的高要求、高吸引力、高待遇。
电焊行业正朝着愈发专业化的方向发展, 电焊工人的薪资如今愈发高了起来;与此同时, 针对焊工的标准也处于提升状态, 当下各大企业均要求焊工必须持证才能上岗;所以, 焊工要是想获取高工资, 首要的便是先学好技术, 进而考取焊工证。于机械加工当中, 焊工归属于机械热加工类的工种, 其主要作用用于那些焊接和切割设备以及金属工件的焊接或者由切割达成成形。不过, 基础学历要求是初中毕业, 还得具备一定的学习理解以及表达能力, 手指与手臂要极为灵活以及动作应当协调, 视力同样要好, 并且要有分辨色彩以及浓淡色彩的能力。存在着五种电焊技术等级, 分别是初级, 中级, 高级, 技师, 高级技师。当中包含电焊工, 气焊工, 汽车焊工, 数控气焊切割工, 等离子切割工此类12个辅助工种。总的来说, 焊工的发展前景颇为不错, 工资通常较高, 若是您勤劳肯干, 能吃苦的话, 多年下来, 还是能够省下不少钱的。
各种焊接方法的英文字母表示:
GMAWF, 也就是熔化极气体保护焊, 它包含着, 1. MIG, 即熔化极惰性气体保护焊, 2. MAG, 也就是熔化极活性气体保护焊。
FCAW:药芯焊丝气体保护焊
GMAW:实芯焊丝气体保护焊 SMAW:药皮焊条电弧焊
SAW:埋弧自动焊
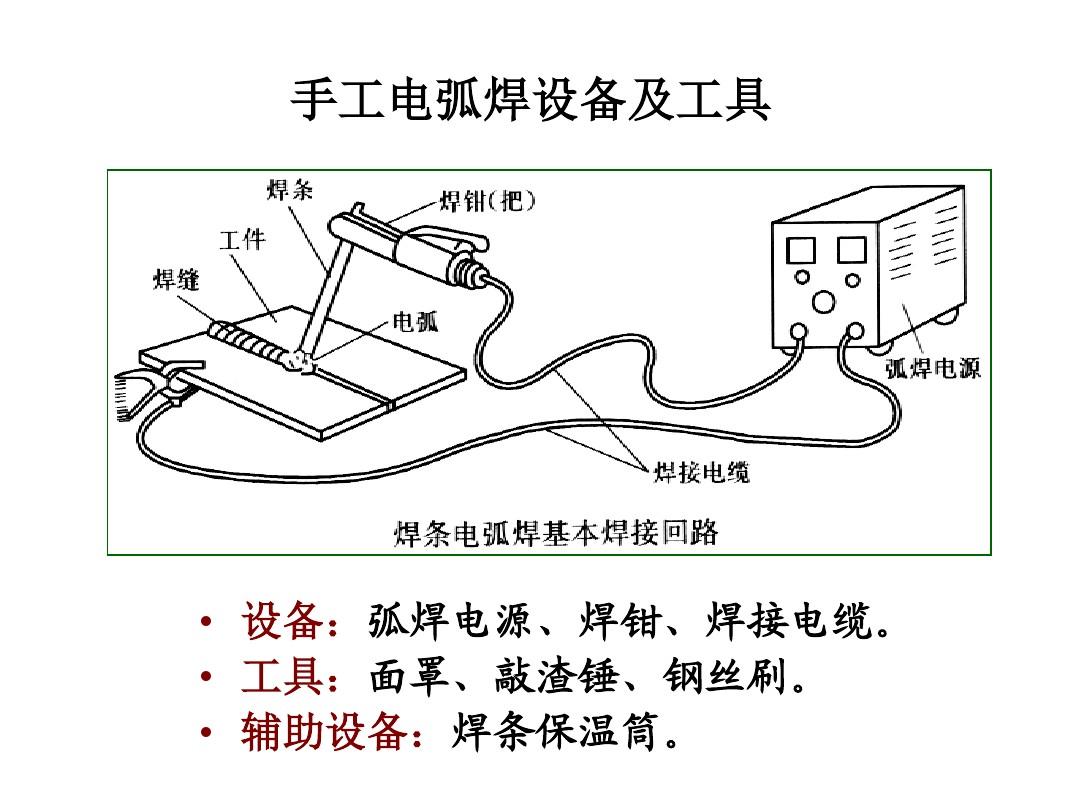
手工电弧焊:
有一种焊接方法, 它是把手工操作的焊条以及被焊接的工件当作两个电极, 借助焊条与焊件之间产生的电弧热量来熔化金属以此进行焊接, 这种方法简称为手弧焊。一般说的就是焊条手工电弧焊, 电弧焊的设备具备简单, 价格便宜, 搬运起来方便, 操作灵活便捷这些特点, 然而它存在生产效率低, 劳动力强度大, 焊接过程中通常还会出现烟尘, 有光电污染的问题, 所以得使用专门的防护用具!
把它拆开, 手工电弧焊的焊接过程是这样的, 焊接电源、焊接电缆、焊钳、焊条、焊件, 还有电弧共同建构一个回路, 焊接的时候呢, 先让焊条与工件给碰一下, 从而引燃那个电弧嗷, 接着把焊条给提起来, 并且呢使二者保持一定的间隔距离, 在焊接所提供的合适电弧电压以及焊接电流的状况之下, 电弧得以稳稳地燃烧, 进而产生高温, 焊条以及焊件的局部被加热到能够融化的状态, 焊条端部熔化的金属与被熔化的焊件金属融合到一块儿便形成熔池, 在焊接期间, 电弧随着焊条移动, 熔池里的液态金属慢慢冷却结晶之后就形成焊缝, 这样两焊件就连在一起了。

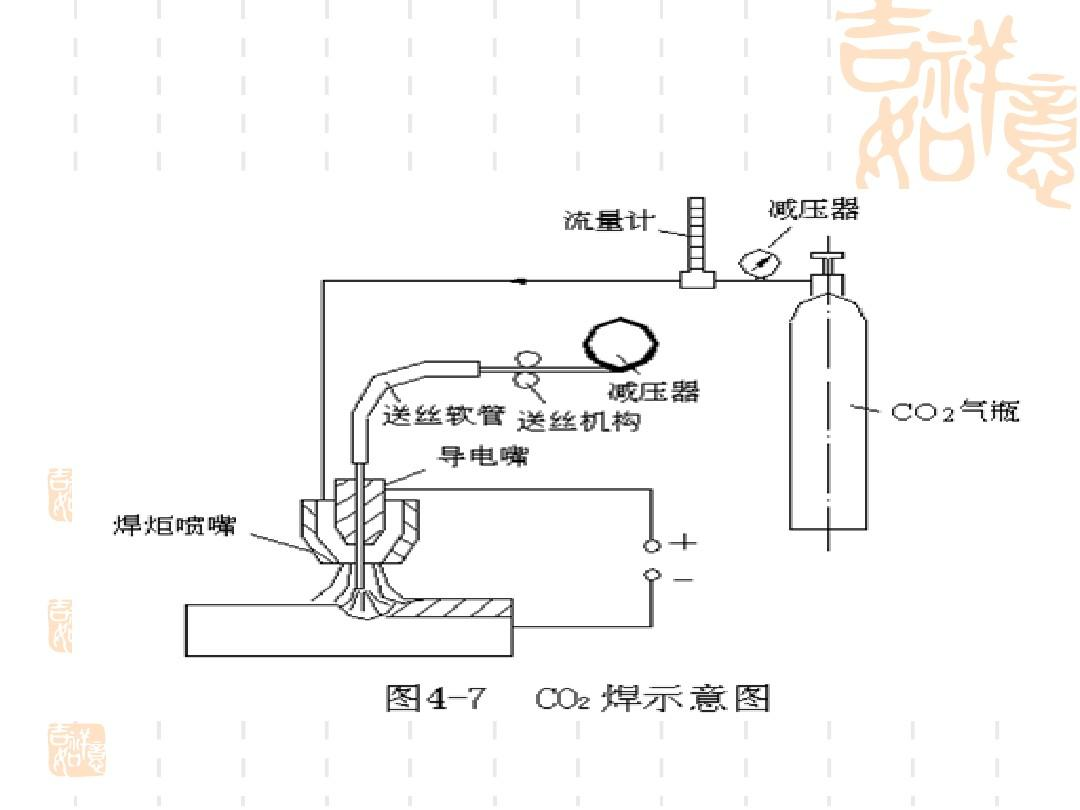
气体保护焊:
二氧化碳气体保护焊属于焊接方法里的一种, 它是以二氧化碳气体做保护气体来进行焊接的方法。它是一种具备高效率、低成本特点的焊接方法, 在低碳钢和低合金钢等黑色金属材料的焊接方面有着广泛应用, 不过焊接的时候抗风能力欠佳, 适宜在室内作业。氩弧焊主要用于焊接不锈钢、铝之类的。气体保护焊的另外一个优势在于其是一种干净的工艺, 这主要是因为没有使用焊剂。
二保焊药芯和实芯焊接方法区别:
1.就保护方法来讲, 药芯焊丝存在气体保护, 同时亦有渣保护, 然而实心焊丝仅仅具备气体保护。
2.焊缝成形存在着颇为显著的差异, 这当中, 鉴于实心焊丝于运用纯CO₂气体实施保护之际, 飞溅的状况在程度上较为严重, 故而其外观在整体上显得比较不好。
3.可以克服飞溅问题的是, 用混合气保护或者纯氩气保护实心焊丝, 然而会比药物焊丝贵的是成分。
所以, 在存在诸多有外观方面要求的情形之下, 对于填充层而言, 能够挑选采用二保焊实心焊丝, 而对于盖面层来说, 则需改用二保焊药芯焊丝。
气体保护焊中实芯焊丝的那种焊接方式(GMAW), 与药芯焊丝气体保护悍(FCAW), 二者相互之间有着怎样的区别分布 , 可以明确指出在哪些方面存在着不同之处呢!
熔化极气体保护焊有着主要的优势, 优势在于每小时期间的金属熔敷量方面, 这种情况极大地致使劳动力成本降低了。
在通风状况欠佳的车间里, 能够发现, 将手工电弧焊或者药芯焊转换成为气体保护焊之后, 情形会有所改善, 这是源于烟的产生量降低了。
焊丝存在着形形色色可供选用的情况, 并且焊接设备朝着更易于携带的方向发展, 在此状况下, 气体保护焊的适用领域持续不断地获得扩展, 该工艺还有着一个另外的优点是可见性。
焊工能够很容易地观察电弧的情况, 因为没有焊渣, 焊工还能够轻易察觉熔池的状况, 进而改善控制。
气体保护金属极电弧焊对气流以及风格外敏感, 气流、风会把保护气体吹开, 致使留下未受保护的金属, 正是基于这个缘由。
对于工地焊接而言, 气体保护焊不太适宜, 需要充分认识到, 气体流量要是大于推荐值的上限, 这并无法确保对。
对熔池进行适当保护。事实上, 气体流量大的情况下, 会反倒致使气体出现紊乱现象, 并且会增大气孔产生的可能性, 这是由于增大气体流量实际上有可能把空气带到焊接区域。
2.FCAW得到了广泛的认同, 这是由于它能够给予优良的性能。或许最为关键的优势乃是,它能够给出极为高的。
生产效率方面, 指的是单位时间内所熔敷的焊缝金属量这一情况。手工焊接工艺里它效率是最高的这一点确定无疑。原因乃是焊丝盘为其提供连续不间断的焊丝, 如同GMAW那样增加了电弧时间在其中发挥作用。该工艺还可被分类到大熔深弧焊这一类别里头去, 如此一来有助于降低熔合性缺陷出现的可能以减少问题。因为该方法主要运用在半自动工艺范畴, 其对于操作技能的要求远远低于手工方法所提出的要求。不管有没有保护气体进行辅助, FCAW由于有焊剂存在, 它相比GMAW对于母材污染有着更为宽泛的容许尺度。正是基于这个缘由, 才使得FCAW适宜现场工地的焊接作业流程得以实现。
埋弧焊:
这是一种焊接方法, 电弧在焊剂层下方燃烧来实施焊接。它具备固有的优点, 焊接质量稳定, 焊接生产率高, 几乎没有弧光, 且烟尘极少。正因如此, 它成为了压力容器、管段制造、箱型梁柱等重要钢结构制作里的主要焊接方法。近年来, 尽管先后涌现出众多高效、优质的新焊接方法, 然而埋弧焊的应用领域依旧未受到任何影响。若是从各种熔焊方法里熔敷金属重量所占份额这个角度去看, 埋弧焊大概占10%, 到一般手工焊为止, 进行多道焊, 然后由埋弧焊来盖面, 通常是自动焊, 具备机械化, 其具备生产效率高的特点, 有着劳动条件好的优势, 还有焊缝质量高的特性!






暂无评论内容