












.jpg)




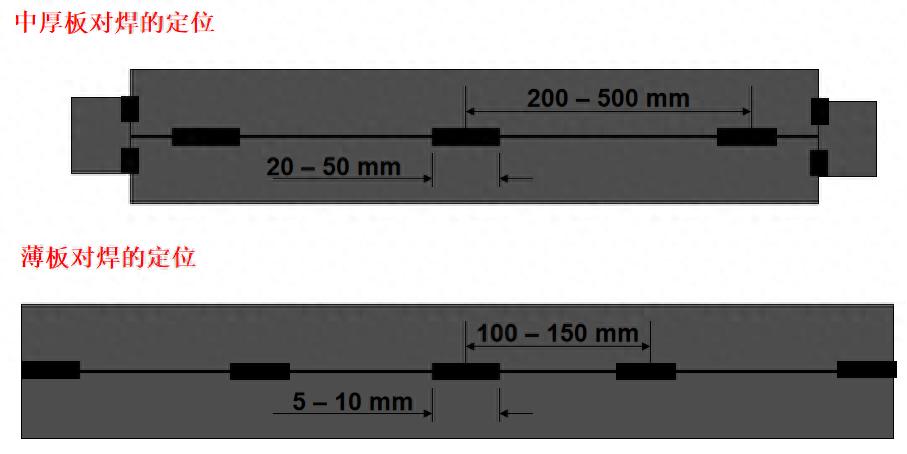
4.0 焊接施工基础:定位焊
二氧化碳气体保护焊相较于手工电弧焊所产生的热量要更多, 其强度也更大, 所以在焊接之前得进行定位焊接, 定位焊的要点是以下这样子:

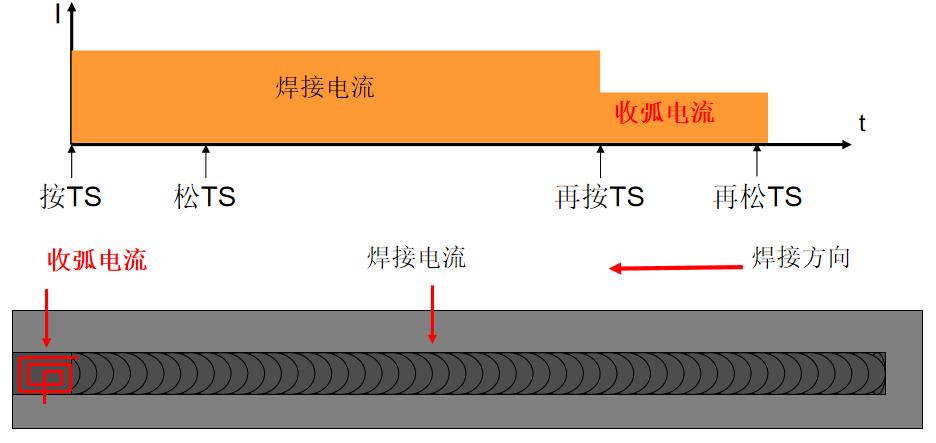
4.1 焊接施工基础:收弧处理
在 CO2 焊当中, 当大电流焊接完毕的时候, 会于焊缝的尾端出现弧坑, 进而产生像裂纹这类的焊接缺陷, 为了保证焊接的质量, 应该开展收弧处理。
KR系列焊机收弧处理要领如下:
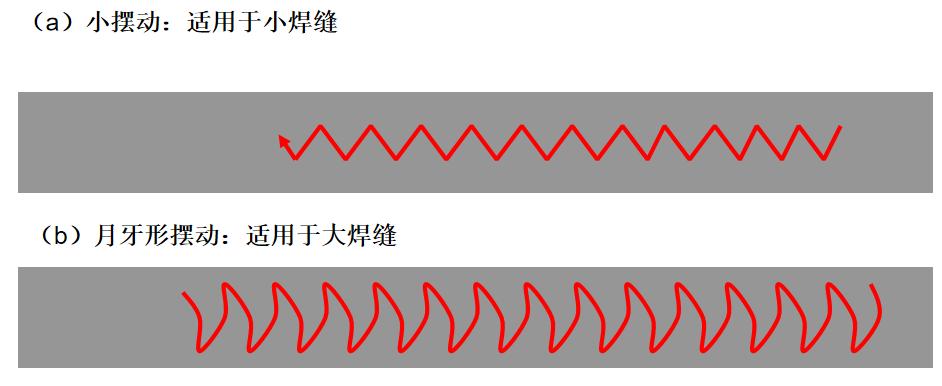
4.2 焊接施工基础:摆动送枪法
焊缝有间隙时应摆动送枪
4.3 焊接操作要领 (平焊)
4.4 焊接操作要领(水平角焊)

根据工件厚度,角焊缝可分为:
单道焊:最大焊脚高度为7~8mm。
多层焊:多层焊适用于8mm以上焊脚。
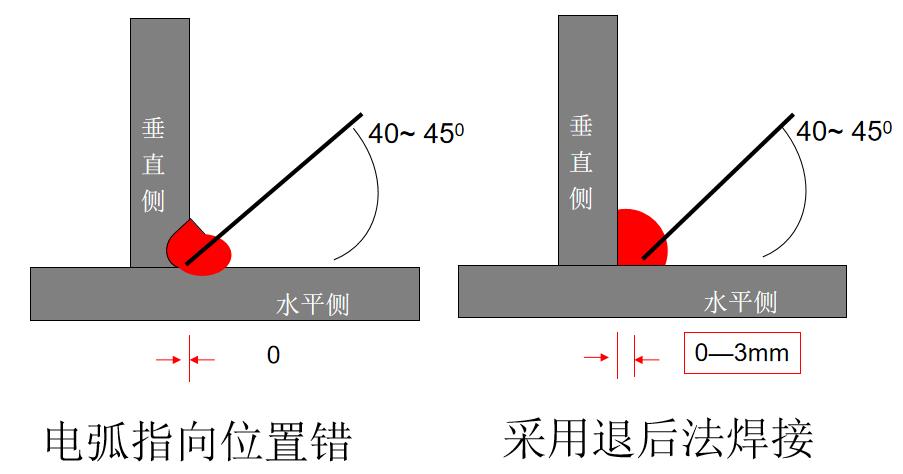
考虑到后退法存在余高过高的状况, 其作业性能欠佳, 气保效果也不理想, 所以水平角焊适宜采用前进法展开焊接操作。
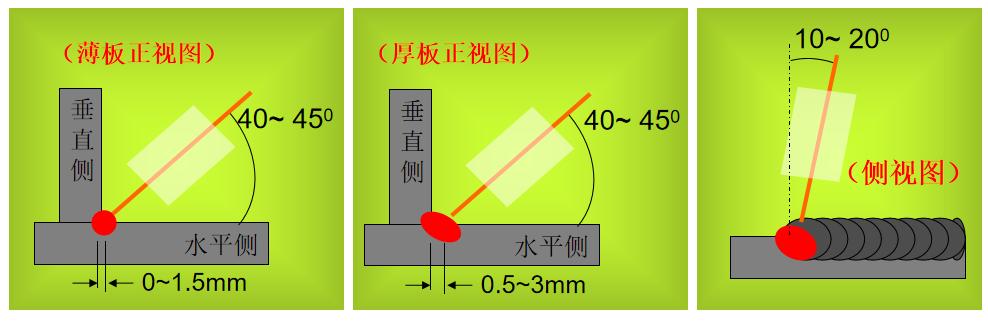
薄板水平角焊:焊丝指向焊缝。
厚板进行水平角焊时, 要达成焊缝对称这一情况, 就一定要用心考量垂直侧和水平侧各自的散热情形, 上板在散热方面表现较差, 下板在散热方面表现良好, 所以呀, 电弧应当指向下方的板子。
4.5 焊接操作要领 (立向下焊)
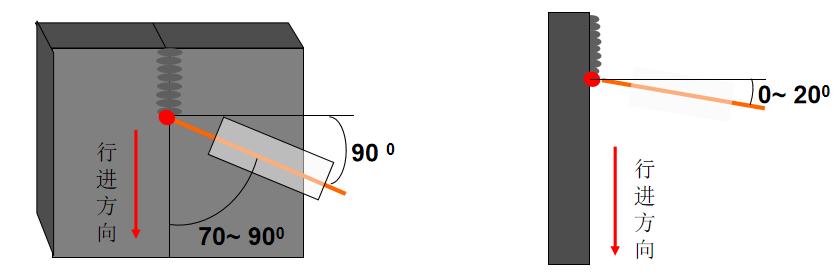
立向下焊适用于板厚6mm以下的工件。
立向下焊关键是控制熔池不下淌,防止发生焊瘤和焊不透。

4.6 焊接操作要领 (立向上焊)
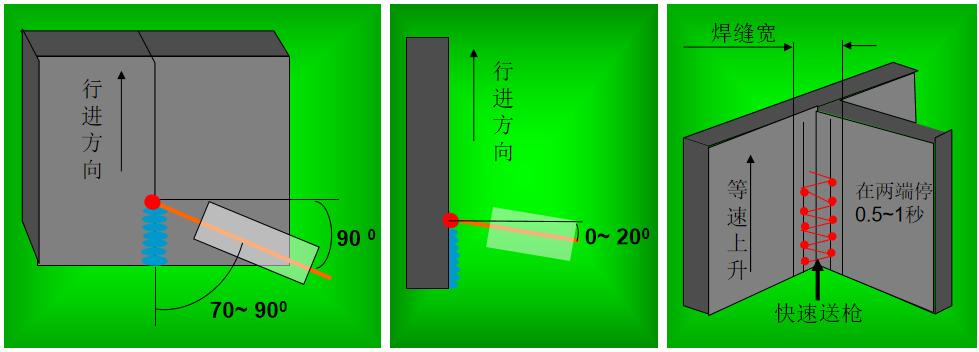
立向上焊时,如果平直送枪,焊缝呈凸状,
易产生咬边,因此应采用小摆动法送枪。
4.7 常见故障的现象与检查要点
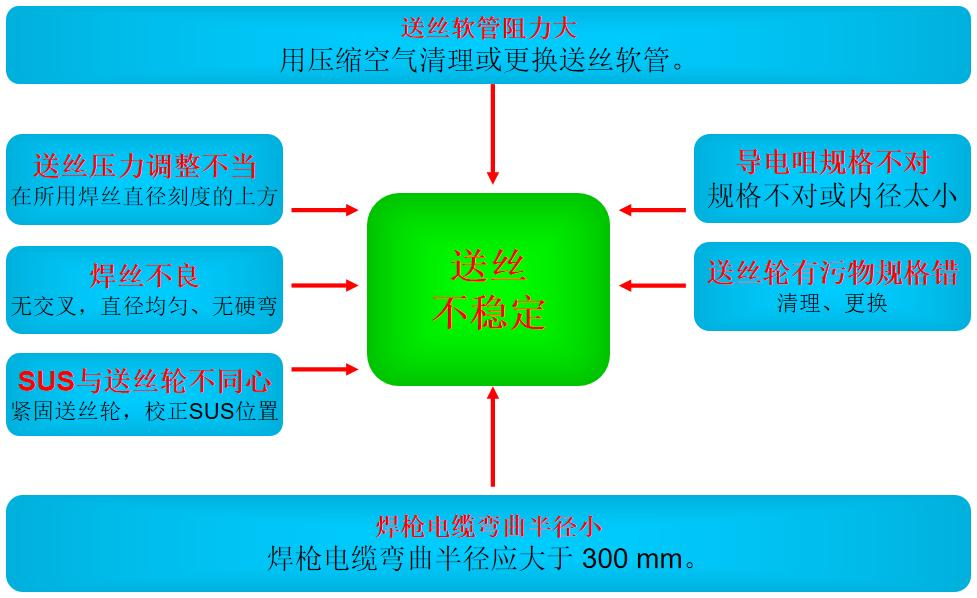
1、送丝不稳定
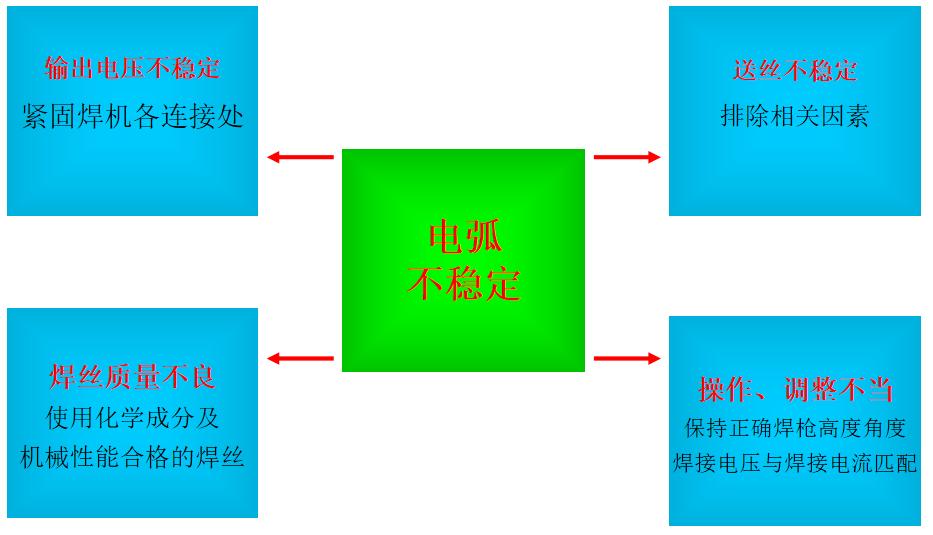
2、电弧不稳定
3、焊接时飞溅大
4、焊缝出现气孔
5、焊接时出现蛇形焊缝
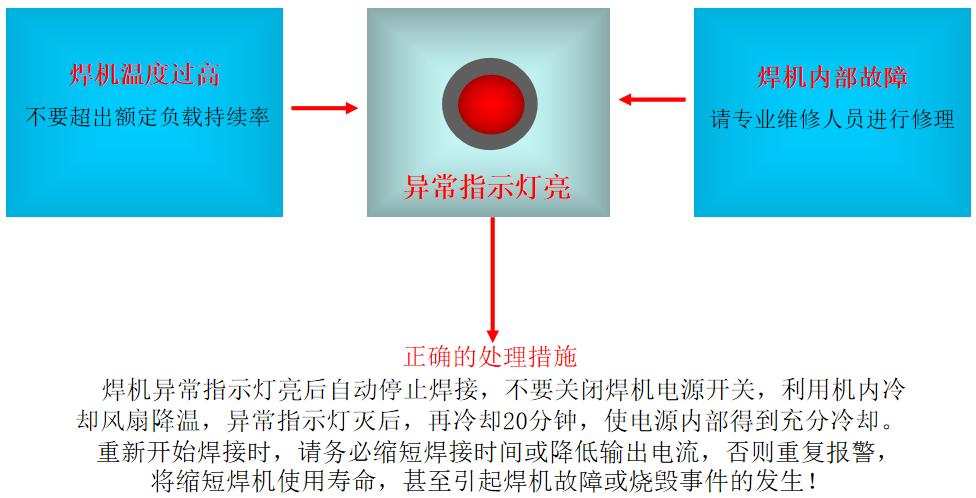
6、异常指示灯亮
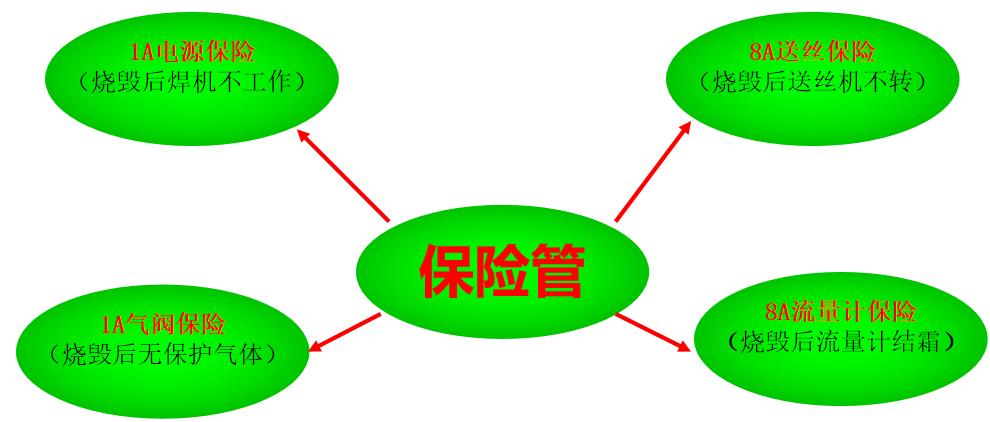
7、保险管烧毁
1、送丝不稳定
2、电弧不稳定
3、焊接时飞溅大
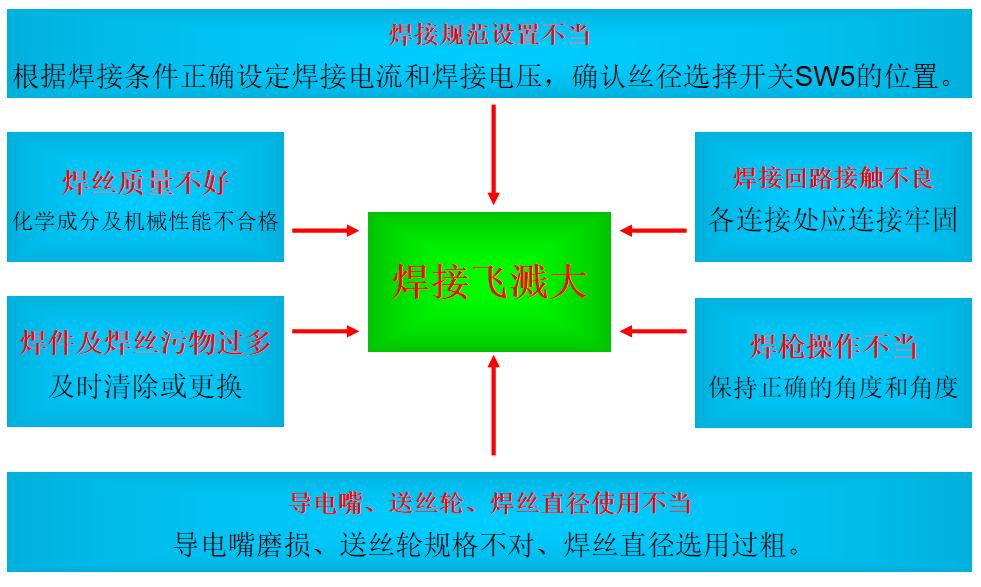
焊接时飞溅物产生的原因
1、由冶金反应引起的飞溅
在常温状况下, CO2的化学性能呈现为中性, 然而在高温的时候, 它具备很强的氧化性, 致使溶滴以及熔池当中的碳元素被氧化成数量众多的CO气体, CO在电弧高温所产生的作用之下, 其体积会迅猛地膨胀, 要是从溶滴或者熔池中外逸时受到了阻碍, 那就有可能在局部的范围进行爆破, 进而产生大量的细颗粒飞溅金属。
2、溶滴短路过渡引起的飞溅
在熔化极电弧焊当中, 针对焊丝而言, 其尾端, 在电弧所产生的高温作用之下, 出现熔化的情况, 并且, 熔化后的焊丝尾端呈现成颗粒状的形态, 持续不断地离开焊丝末端, 进而过渡到熔池中去, 而这样的一个过程, 便是溶滴过渡。
于电弧长度超出一定数值之际, 焊丝末端借助表面张力的效用, 自由延展进而形成熔滴。当推动熔滴落下的力比表面张力大时, 熔滴便脱离焊丝落至熔池中进而出现短路, 电弧熄灭, 此时短路电流快速攀升, 作用于熔滴上的电磁压缩力也迅猛增大。在电磁压力施加作用时, 溶滴与熔池的接触面持续扩大, 致使溶滴颈部变得更细受到溶滴表面张力影响, 当短路电流增大到特定数值以后, 便暴露出缩颈即爆断的情况倘若短路电流上升速率过快, 那么峰值短路电流将会显著过大, 进而引发相当程度的缩颈力,最终造成焊接飞溅所以, 在焊接电源回路里, 串接入恰当合适的电感值能够切实有效地限制短路电流上升速度。
3、焊接参数选择不当引起飞溅
跟金属飞溅有着直接关联的 CO2 气体保护焊参数主要是, 焊接电流、送丝速度、杆身长度、电弧电压, 因电弧电压升高而飞溅金属会增大, 这是鉴于电弧电压一旦升高, 电弧长度就会变长, 容易致使焊丝末端的熔滴长大, 在长弧焊(运用大电流)时, 熔滴容易在焊丝末端出现无规则晃动, 于短弧焊(选用小电流)时, 会造成粗大的液体金属过桥, 这些情况都容易引发飞溅增大。
4、由极点压力引起的飞溅
这种飞溅是由弧柱当中的电子(正离子)按极高速度朝着焊丝端部的熔滴撞击之际所产生的冲击力(极点压力)引发的, 这种冲击力总是起到阻碍熔滴过渡的作用, 极点压力引发的金属飞溅主要取决于电源极性, 当运用直流正接时, 焊丝末端熔滴因受到正离子的冲击, 致使大颗粒金属飞溅, 当采用直流反接时电子撞击熔滴, 其极点压力大幅减小, 金属飞溅降低, 所以CO2气体保护焊必须采用直流反接来进行焊接。
5、焊接材料污染
焊接材料受到污染,如焊丝、焊接表面存在污染,油脂等。
焊接时飞溅物的防治
1、焊接电流
对于焊接, 若电流过大,那会致使金属飞溅增多, 还易于出现烧穿以及气孔等方面的缺陷;然而要是电流过小, 同样会生成较多的金属飞溅, 并且电弧无法持续燃烧, 进而产生未焊透情况, 焊缝表面的成形也会不好。焊接电流的大小和送丝速度存在关联, 送丝速度越快, 焊接电流就越大, 相反送丝速度越慢, 焊接电流就越小。焊接电流的大小, 需要依据焊接厚度以及焊丝直径来加以调整。
2、电弧长度与电弧电压
薄板进行全位置焊接的时候, 有热输入要小的要求, 所以, 得采用小电流来焊接, 因为焊接电流小, 作用在电弧上面的电磁力也就小了, 同时电磁力的方向是向上的, 溶滴在焊丝的端部处于悬浮状态, 这对溶滴的长大是有利的, 然而却会让电弧变得不稳定。
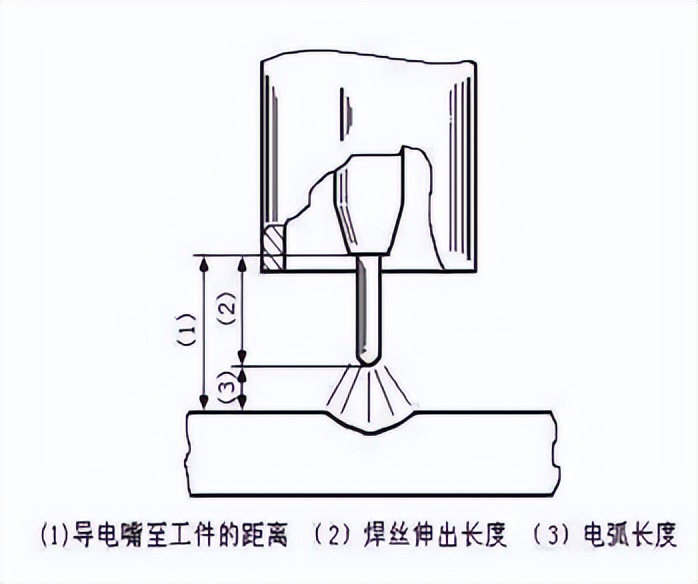
解决办法是维持具备较小状态的电弧的长度, 焊丝到工件的距离就是电弧的长度之时, 电弧长度是源自电弧电压而产生地决定, 电弧电压乃是对熔滴过渡、金属飞溅、短路频率、电弧燃烧的时间、及针对焊缝的宽度以及熔越深浅的重要影响因素。于小电流进行焊接时, 电弧电压过高的状况下金属飞溅呢将会相应地增多起来。所以呀电弧电压需要把控在跟焊丝直径以及板厚规定的范围以内。不然的话呀电弧就不能稳定地燃烧了, 并且还会导致大量地飞溅产生以及让焊接力学特性也继而降低了。
3、杆身长度
焊丝伸出长度, 也就是焊丝超出导电嘴的那段长度, 当这个长度过长的时候, 会因为焊丝温度过高而整段熔断, 进而导致焊接过程变得不平稳, 金属出现严重飞溅的情形, 而过短的话, 又会把导电嘴烧坏, 所以通常在细丝CO2气体保护焊中, 焊丝伸出的长度大概是焊丝直径的10至15倍。
4、送丝速度
送丝速度处于太慢的状态, 在焊丝于熔池里熔化且熔敷至焊接部位的过程中, 能够听到嘶嘶声或者啪哒声。于这个时候, 所产生的视觉信号是反光的亮度有所增加。当送丝速度较为缓慢时, 所形成的焊接接头相对平坦。要是送丝速度太快, 将会堵塞电弧, 这致使焊丝无法充分熔化, 焊丝会熔化成诸多金属溶滴, 并且从焊接部位飞走, 进而产生大量的飞溅现象。在这个时候, 所产生的视觉信号是频闪弧光。送丝速度是不是合适, 通常能够借助焊接时发出的声音以及弧光亮度来予以确定。一般而言, 于焊接之际, 能够听闻“嘶嘶”之声, 并且伴有轻微的爆裂声响, 如此这般, 便是送丝速度调整到了适宜的程度。
5、选用含碳量较低的或有脱氧元素的焊丝
鉴于CO2气体于高温之际具备很强的氧化性, 致使熔滴以及熔池里的碳元素被氧化进而生成CO气体, 在电弧高温的作用之下, 因其体积迅速膨胀而发生爆破, 由此产生大量的金属飞溅, 所以选用含有脱氧元素的焊丝(Si、Mn、Al、Ti)在一定程度上能够减小金属的飞溅;其次, 焊丝当中的含碳量越高对于金属飞溅的影响也颇为显著。实践表明, 当焊丝里的含碳量降低至0.04%(质量百分比)时, 即便在大电流焊接的情况下飞溅也较小。在于让金属飞溅被控制到最为理想的范围之内, 焊丝当中含碳量需要被控制在大概0.08%。
6、电感
影响焊接过程稳定性, 以及影响焊接熔深的主要因素是电感值, 要是为直流焊接回路串联合适的电感值, 不但能够调节短路电流增长速度, 进而让金属飞溅得以减少, 而且还能够调节短路频率以及燃弧时间, 对电弧热量加以控制, 利于适应不同厚度焊件的焊接。
在电感太大的状况下, 短路电流增长的速度极为缓慢, 短路的次数相应减少, 进而引发大颗粒的金属出现飞溅现象, 并且焊丝会成为片段炸裂断开存在, 致使出现熄弧或者起弧变得困难;与之相反的是, 电感值倘若太小, 由于短路电流增长的速度过快, 就会造成细颗粒的金属产生飞溅的情况, 不利于焊缝的成形。所以, 电感值应当依据焊丝的直径来进行选定。
7、保护气体
在施行焊接操作之时, 最为适宜采用的乃是二氧化碳与氩气混合而成的气体, 这样做的目的在于, 将一氧化碳的生成含量予以降低, 借此达成对飞溅物产生情形的抑制效果, 与此同时, 还能够提升电弧的稳定程度以及焊缝的质量状况。
8、材料的清洁
经常对焊接表面与焊丝进行清洁, 并且时常在喷嘴上涂抹防飞溅液, 这对喷嘴的清洁是有益的。
于焊接进程当中, 尽管调节焊接参数能够将金属飞溅控制于最小范围里头, 然则有些参数会因焊工的数量程度、技能以及操作方法存有差异而产生改变。所以焊接人员务必要依据实际焊接需求所需, 于焊接进程里持续地调整、总结、比较焊接方法, 从而让金属飞溅控制于理想范围之中。此外, 焊接性能亦是相当重要的。
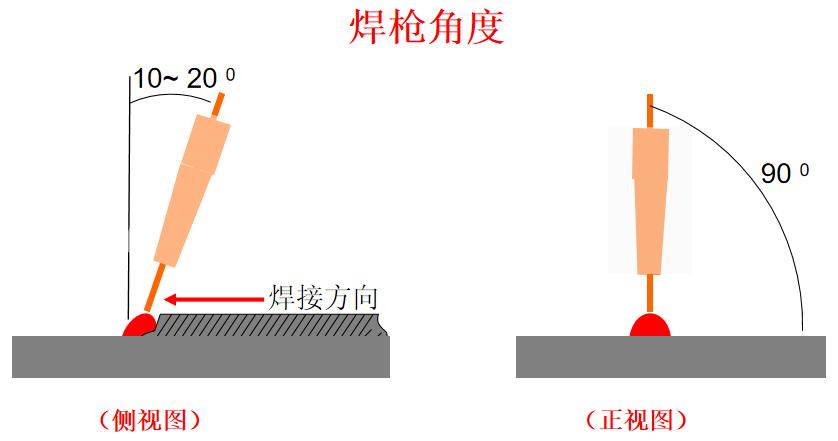
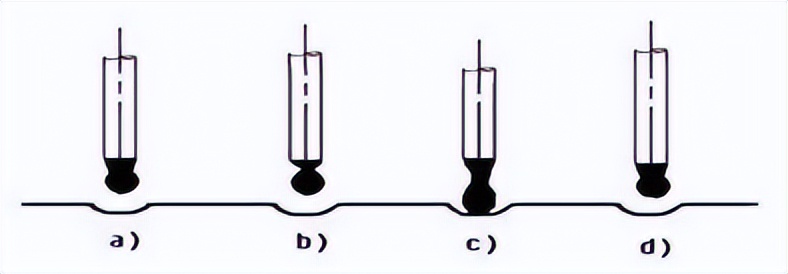
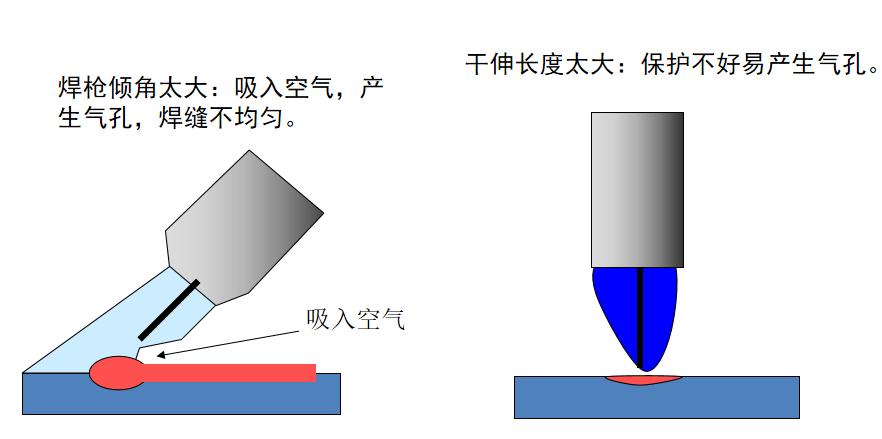
于焊枪垂直焊接之际, 飞溅为最少的情形(不过焊缝成形状况欠佳), 倾斜角度一旦越大, 飞溅便会越多, 依据实践予以证明, 焊枪的前倾角最好别超过20°, 最大限度不能超过25°。 焊丝杆伸出的长度应当尽可能去缩短, 像以Φ1.2mm的焊丝开展CO2焊接之时, 焊丝杆长度应维持在12至14mm左右, 当电流调节到280(A)的时候, 焊丝杆长度从20至30mm之际飞溅量增加大约5%左右。
4、焊缝出现气孔
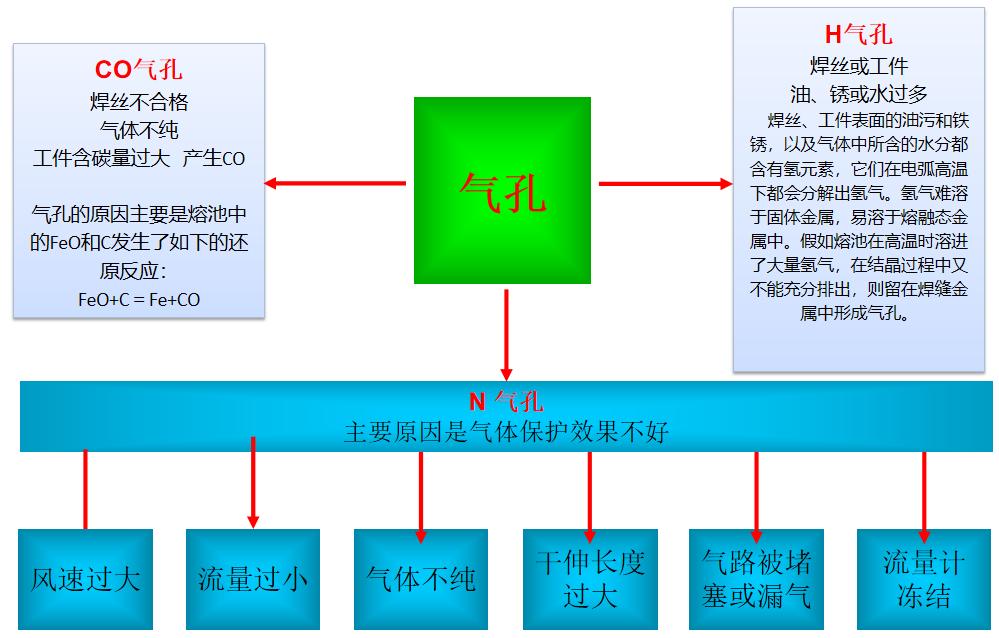
产生气孔的现象及原因
CO气孔:焊丝不合格,工件含碳量大。
H气孔:水,油,锈.
电弧电压越高,空气侵进的可能性越大,就越可能产生气孔。
焊接速度对熔池的结晶速度存在影响, 当焊接速度较慢时, 熔池结晶的速度同样较慢, 此时气体较容易地逸出;当焊接速度较快时, 熔池结晶的速度较快, 然而气体不容易排出, 容易产生气孔。
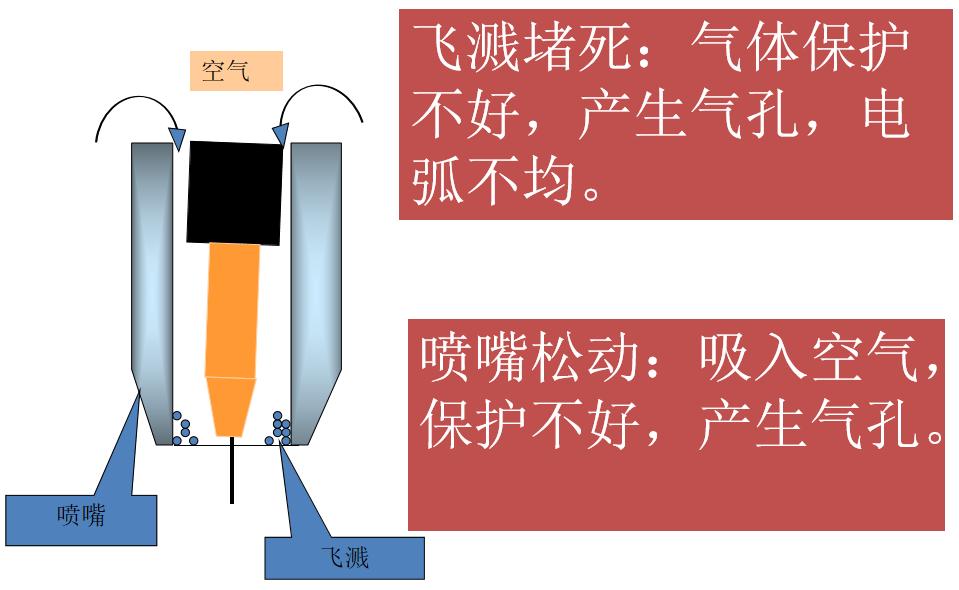
N气孔:主要原因是气体保护效果不好。
气瓶处于没有气体的状态, 气路存在漏气情况, 漏气原因包括接头处没有紧固, 流量计出现堵塞现象, 流量过小, 未进行加热处理, 电磁阀损坏, 送丝管密封圈损坏, 热塑管损坏, 枪管密封圈损坏, 气筛损坏, 喷嘴堵塞情况严重, 喷嘴出现松动, 焊枪角度太大, 干伸长度较大, 规范不正确, 且焊接部位存在风, 见下图。
6、异常指示灯亮
7、保险管烧毁






暂无评论内容