













.jpg)




电焊呈现出的是将电能转化为热度以及力量, 以此达成使两块或者多块金属相互粘连在一块的方式, 电焊主要被划分成两种类别, 其中一种是电弧焊, 另外一种是电阻焊。
1. 焊接前的准备事项和得留心的地方:
(1)在着手开展作业之际, 务必要记着把适宜的防护用品穿戴好, 诸如针对焊工而言的面罩、手套、具备耐火性能的衣服以及鞋子这些都应当准备齐全。
(2)将工作的地点清扫得干干净净, 使其与极易着火的物品保持距离, 确保周边不存在任何能够燃烧的物品, 另外, 安全方面的工作务必要做到位。
(3)若期望焊接所达成的效果更具优良程度, 能够将金属的表面予以打磨操作甚或是进行一番清洗工作, 把其上留存的脏污之物、现有的氧化层以及脂肪类物质全部予以去除掉。
(4)进行焊接操作的时候,要确保周围的空气处于流通的状态, 并且, 一定不要在那些容易燃烧物品的旁边, 进行动火焊接的操作。
(5)要调好焊接的速度和电流,保证焊缝既好又匀称。

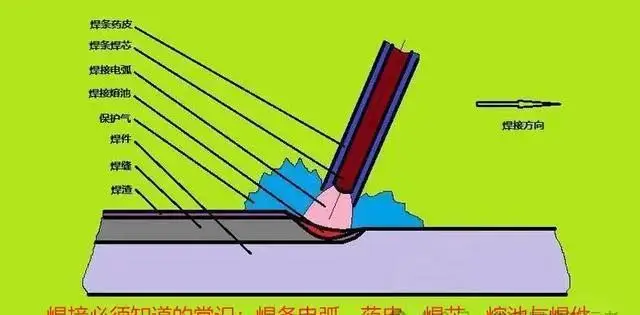
2.焊接时熔池(就是融化的铁水)是怎么形成的:
进行焊接操作的时候, 电弧具备的高温会致使母材以及焊材发生融化进而混合到一块儿, 最终形成一个呈现液态状态的小池子哪。然而, 这个小池子所存在的时间是非常短暂的。若想要使得这个小池子能够快速转变成为自己所期望的样子, 那就必须去有效地控制一系列的相关因素。比如说在焊接期间所使用的电流大小情况, 焊接过程进行的快慢程度如何, 电弧的长短究竟怎样, 焊条的粗细是怎样的规格, 另外还有焊接时所处的角度状况。
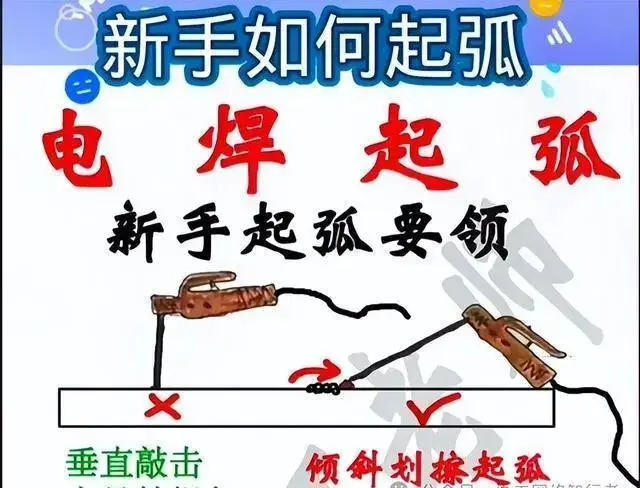
3.起弧之际, 千万别径直使用直击阀, 不然一旦触碰就会粘连, 毫无声息地就走向了失败。那正确的做法应当如何呢, 恰似对待划火柴一般轻轻地划一下来实现起弧, 随后沿着直线牵拉过去。在焊接之时, 电弧必须压低缩短些。要尽可能凭借手拉着焊枪去实施焊接动作, 切勿推着实施焊接动作。手部务必保持稳定: 焊接过程中, 手部要维持平稳状态, 双臂要夹紧, 不让手部产生抖动, 如此这般焊缝才能够焊接得匀称且美观。
4.要是焊机是以Z来打头的话, 那么这就是直流焊机;要是焊机是以B来开头的, 那便是交流焊机。直流焊机身形个子小, 然而本事却很大, 还具备着推力起弧电流的功能, 使用它就能避免焊条出现粘住的情况。
焊条中, 尾数呈现为6或者7的属于碱性, 尾数是1、2、3、4、5范围内的属于酸性, 酸性焊条有着较为实惠且容易起弧的特点, 然而在重工业领域使用时需要谨慎留意, 原因在于其强度略微显得薄弱些。
5.直流焊机有两种接法:正接和反接。
正在进行的这种接法, 也就是将焊机的地线连接到正极之上, 如此一来焊缝具有较深的程度, 并且工作效率呈现出较高的水平。不过需要留意的是, 在正接这种情况之下不可以使用碱性焊条, 仅仅能够使用酸性焊条。
反接的情况是, 将焊机的地线连接到负极之上, 此种接法能够使用任意一种焊条, 极其万能。
6.焊接薄管之际, 适宜挑选2.5毫米的小焊条予以使用, 鉴于这种小焊条易于打火起弧。
7.进行焊接操作的时候,焊条不要直直地正对着去, 要是那样, 就会使得铁板因为受热过多, 进而容易被烧穿。而正确的操作方式应该是, 焊条与铁板之间要形成一个大概45度的角度, 只有这样, 铁水才能够比较均匀地流淌开来, 最终焊接出来的效果才会显得平整且美观。
8. 要怎么控制电流的强度呢?
只能大概知道焊机上的电流数, 电焊机型号不同电流不同, 焊条粗细不一样电流有别, 要焊材料厚度不同电流也有差异, 焊接位置不同电流会变化, 使用地方不同电流也不同。更重要的是, 焊机电源线长短有别电流受影响, 电源线粗细不同也会改变电流大小。因此, 要通过查看熔池面貌调整给定电流, 借助观察火花飞溅情况调整电流数值变化, 凭借审视焊缝样子合理调节电流大小。
9. 就小且薄的金属板来讲, 使用直流正接不太适宜。究竟该应用直流正接抑或是直流反接, 这要看焊接的材料, 还要看金属板的厚度以及工艺要求。要是焊接薄板, 直流反接是首要选择, 如此不容易出现焊穿或者焊漏的情况。当然, 倘若焊接的是厚板并且有特殊要求, 直流正接也是可以的, 只是电流必须足够大, 不然电弧无法点燃。
10.焊接时产生气孔可能是由于以下原因:
要是焊缝当中存在气孔, 那么这种情况会致使其不那么牢固, 并且密封不严实, 进而出现漏气现象。而这些气孔常常是由于电弧未精心防护所致, 像是电弧拉伸过长, 又或者是母材表面存有污垢且锈迹未彻底清理干净。
11.在进行收弧操作的时候, 必须要做到干净利落, 绝对不能够出现犹豫不决的情况, 要是那样的话, 极有可能会致使主要材料被烧坏掉, 进而造成焊缝两边变黑的现象发生。而正确的做法应当是, 在快要收弧的时候, 要迅速地去点一下针或者两下, 从而让铁水顺势流进去。
12.处于立焊情形之际, 倘若看到位于焊条头下方存在白白亮亮之物, 那个便是铁水。当它往下流淌之时, 呈现变红且变暗状态的那一部分, 实际上就是药皮。
13.进行仰焊操作的时候, 铁水老是会往下掉落, 因此必须采用点焊的方式, 如此焊接起来才会更加结实。
14.怎样辨别铁水和药皮的区别
(1)做焊接操作时, 当你看到呈现亮闪闪状态的, 那便是铁水, 而要是所看到的呈现出颜色浑浊且又显得暗淡的状况, 那这种情况之下的就是药渣了。
(2)那个铁水呢, 处在焊条的正下方位置, 并且, 它所在的周围区域, 环绕着一圈, 是药皮燃烧之后留下来的渣子。
(3)看那沉浮的状况, 铁水是沉甸甸的, 它流动起来的时候速度缓慢, 然而药渣呢, 它能够很容易地就流动起来。
15.首先, 焊条头要始终维持在距离母材大概两毫米之处, 接着以短弧方式进行焊接, 然后电弧长度需处于2至4毫米范围, 如此方可确保热量传递得平稳。
16.在进行焊接操作之时, 需依据熔池呈现的状况, 对焊条晃动的快慢予以调整, 并且对焊条移动的速度进行调整, 恰当适宜的焊接速度是极为重要的: 于焊接期间, 能够运用之字形以及圆点式的方式来实施烧焊, 如此一来, 焊缝所形成的线条便会清晰明了。优质良好的焊接技巧即为能够依据熔池的温度进行灵活调整, 像是改变焊接的角度、弧的高度, 以及手部动作的快慢。
17. 做焊接时咋样能避免有杂物留在里面呢
(1)焊接时的电流得适中,别太小了;
(2)得把焊条摆对位置;
(3)电焊的火光长度要适中;
(4)在两边稍微停留一下,让电弧稳定一下。
18.平焊具备的小窍门是, 焊条要跟熔池的前边维持大概70至80度的角度, 并且跟两边而言, 各自保持90度的直角就妥当了。
焊接时焊条粘住,可能是这些原因导致的。
(1)焊接时电流调得太低了;
(2)焊条的摆放位置不正确;
(3)电焊的火光位置不正确。







暂无评论内容