













.jpg)




拿捏焊接性, 开展焊接工艺评定, 编制焊接工艺规程, 属于焊接压力容器所要经历的三个关键环节, 焊接性是焊接工艺评定的根基所在, 焊接工艺评定是编制焊接工艺规程的凭据, 然而焊接工艺规程是保障压力容器焊接质量的行动遵循方向。

焊接性
1、焊接性
金属材料的焊接性, 是指在限定的施工条件之下, 能够焊接成符合设计要求的构件, 并且满足预定服役要求的那种能力, 也就是材料对于焊接加工的适应性以及使用的可靠性。施工条件涵盖材料牌号, 还有与结构相关的条件, 属于焊接设备方面的条件, 工艺条件, 以及焊接环境(温度、湿度、风力)等;设计要求含有焊接尺寸, 形位偏差方面的要求, 焊缝内外缺陷的要求, 焊接接头的力学性能要求, 焊接技术条件等;服役要求包含焊接接头结合性能, 体现在具体工艺介质条件下焊接接头的使用性能, 以及在使用环境状态下结构抗断裂能力等。
材料的焊接性能和条件相关, 于不同条件之下有不一样的表现, 比如说运用焊条电弧焊之际, 在平焊位置那儿焊接热输入比较小, 焊接接头冲击韧性状况良好, 在立焊位置之时焊接热输入比较大, 焊接接头冲击韧性下降趋势显著。
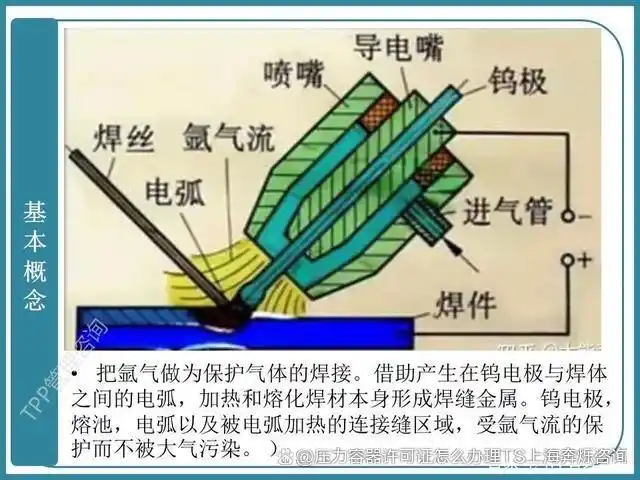
焊接性能够被划分成工艺焊接性以及使用焊接性, 工艺焊接性指的是, 在某个限定的焊接工艺条件之下, 是不是能够获取在质量方面优质, 不存在超出标准的缺陷或者超出标准的缺陷数量少(比方说像裂纹、气孔, 又或者是有色金属在焊接进程中遭受氧化这类情形)的焊接接头的能力。
工艺焊接性又可分为热焊接性和冶金焊接性。
焊接热过程对金属材料加热熔化的影响情形, 以及对材料热影响区组织性能变化和缺欠产生的影响程度等方面, 被称为热焊接性;冶金反应以及对焊缝金属性能和缺欠产生的影响程度, 这被称作冶金焊接性。
使用焊接性所指的是, 焊接接头达成各种使用要求的程度, 这里面涵盖了常规的力学性能, 还有断裂韧性, 以及低温性能, 以及高温蠕变, 以及持久强度, 以及疲劳性能, 另外还有耐蚀性, 以及耐磨性, 以及气密性等等。
影响焊接性因素归纳为材料、设计、工艺和服役条件4个方面:
(1)用于压力容器的钢, 其因素涵盖化学成分、轧制状态、热处理状态、组织状态以及力学性能等, 特别要指出的是, 化学成分(这里面包含杂质的偏析情况)乃是对焊接性产生影响的主要因素。焊接材料同样具备焊接性, 这与熔敷金属的化学成分、组织形态以及力学性能等存在关联。然而, 当前针对这方面的研究非常少。
(2)焊接接头的形式, 接头的连续性, 焊缝位置, 残余应力的状态等, 这些被称作设计因素。
(3)工艺因素指焊接方法、焊接工艺和焊后热处理等。
(4)压力容器的工作温度, 属于服役条件因素, 载荷类别也是服役条件因素, 服役条件本身是服役条件因素, 设备运行环境同样是服役条件因素。
焊接工艺
2.焊接工艺
制造焊件所有有关相连的加工办法以及施行要求, 这就是焊接工艺, 它涵盖了焊接准备, 材料选用, 焊接方法, 焊接工艺参数, 操作要求, 还有焊后热处理等。
根据焊接工艺评定标准的规定焊接工艺因素可以分为以下3种:
(1)所谓重要因素, 乃是指那般会对焊接接头抗拉强度以及弯曲性能造成影响的焊接工艺方面的因素。
(2)补加因素, 乃是指对焊接接头冲击韧性起到影响作用的焊接工艺方面的因素。在规定要进行冲击试验的情况下, 是需要增加补加因素的。
(3)叫做次要因素的, 是这样一种焊接工艺因素, 它对于要求测定的力学性能并没有可以彰显出来的影响。
《承压设备焊接工艺评定》, 在NB/T 47014(JB/T4708)–2011里, 对不同焊接方法相应的焊接工艺因素作出了规定。
3.焊接工艺评定
焊接工艺评定, 是这么个事儿, 它是为了去验证所拟定的焊件焊接工艺是正确的, 从而开展的试验过程以及对那个试验结果作评价。在本标准这儿, 焊接工艺评定又是这样, 它是为了让焊接接头的力学性能, 或是弯曲性能, 或者是堆焊层的化学成分能够符合规定, 进而针对预焊接工艺规程去进行验证性试验, 还有对这个试验结果进行评价的这么一个过程。
清楚知晓焊接工艺评定之意旨, 弄明白焊接工艺评定之功用, 乃是去施行焊接工艺评定标准的所必备之条件。
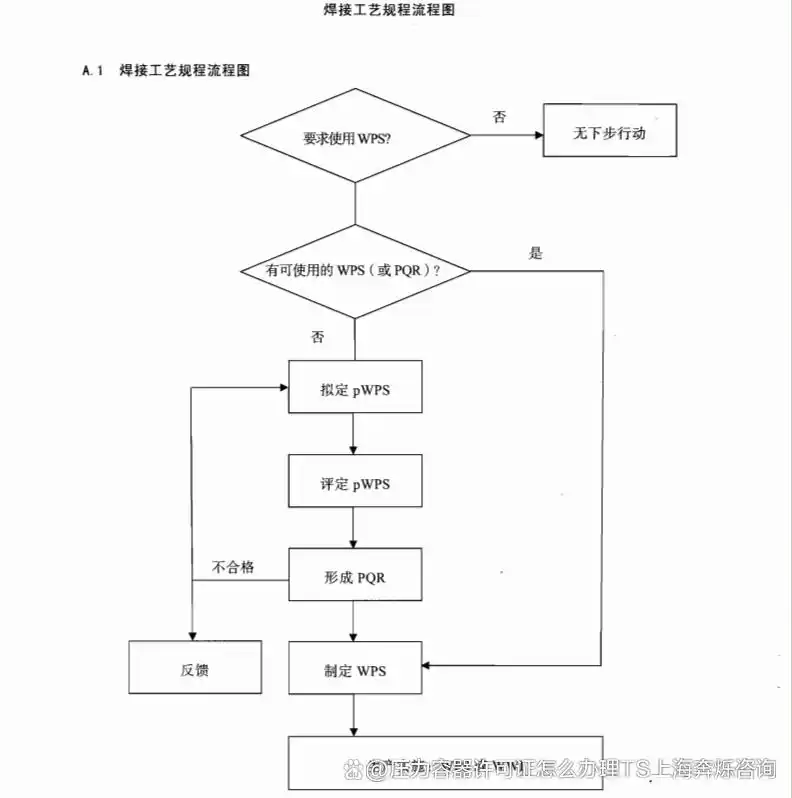
先是要拟定出一份预焊接工艺规程, 也就是pWPS, 由此来评定焊接工艺。这份pWPS, 是从焊件技术要求以及工艺过程着手的, 是依据材料的焊接性, 由具备一定专业知识和有着相当实践经验的焊接工艺人员去拟定的。所以, 对于焊接工艺而言的评定, 作用只是用来验证并非产生实际焊接工艺的。
当前已经颁布的NB除以《承压设备焊接工艺评定》为名的标准, 是针对焊接接头的力学性能开展评定, 针对焊接接头的弯曲性能进行评定, 针对堆焊层化学成分予以评定, 针对T形接头的焊接工艺实施评定, 换热管与管板的附加评定是就得到角焊缝厚度符合规定的焊接工艺开展附加评定, NB不能评定焊接接头的耐腐蚀性能的焊接工艺, 不能评定焊接应力应变这类性能的焊接工艺, 不能评定脆断等此种性能的焊接工艺, 焊接工艺评定标准所起的作用仅仅限定于标准所规定的范围。
通过焊接试件来进行验证性试验, 从而实现焊接工艺评定, 所以该评定结果仅仅对焊接接头(或者堆焊层)具备有效性, 焊接工艺评定没办法保障产品整体质量达到期望要求, 更无法确保压力容器能够安全可靠地投入使用。
焊接工艺评定规则之中, 仅仅只是针对标准所规定的那些检验要求承担责任, 当出现增加焊接工艺评定试件检验项目这种情况地当时候时候时间, 原来标准所规定的焊接工艺评定规则, 对于新增加的检验项目, 就再也不会完全适用了。要是产品存有别的诸如些像之类的使用性能要求这种要求状态情形情况, 那么就要由焊接工艺人员依据按照凭借理论知识以及科学实验那个实验科学所产生出来结果后果最终结论结果的情况等来进行择选为选择挑选抉择, 进而去确定规定明确阐明出这些的工艺具体适用的范围界限范畴, 需要着重强调突出的一点主要关键重要重要意义的是, 把以焊接接头力学性能当作作为将其作为来作为判断判定估量所使用准则标准, 据此以此来制定焊接工艺评定标准, 并不是并非不是不是没有有不考虑其他别的其他的使用性能, 而是只是目前当下时间段现时此刻现在暂时还没有具备条件情形状况来制定以各种各样种类类型种种不同的使用性能分别各自作为判断判定估量准则标准的焊接工艺评定标准。
从钢材、焊接材料熔敷金属的化学成分、使用性能和焊接性出发, 为减少焊接工艺评定数量, NB/对钢材进行分类、分组, 对焊材只做类别区分, 并规定其评定的钢材、焊材替代原则, 然而其分类分组不能作为容器设计时钢材或焊材代用的依据。
4.焊接工艺规程( WPS)
按着压力容器焊接工艺评定标准, 评定后合格的焊接工艺, 仅仅能够保证焊接接头的力学性能, 让堆焊层化学成分, 或者丁形接头即角接头、管 – 管板角焊缝厚度达到符合规定的要求。对于焊接接头作为压力容器一部 分存在的缺陷、应力、外观方面是有要求的, 对于整个产品而言, 还有外形尺寸、位置偏差、使用性能以及其他性能方面的要求。
对于生产管理而言, 还存在着诸多必备标准, 比如要提升生产率, 操作需便捷, 还要保证安全生产等。而这些,预焊接工艺规程是无法解决的, 也不在焊接工艺评定的范畴之内, 只有依据焊接工艺规程来达成才行。焊接工艺规程乃是针对制造焊件所有相关的加工以及实践要求详细地制定出的规则文件, 它能够保证, 在由熟练焊工或者操作工来施焊接操作时, 实现质量的再次呈现。焊接工艺规程是焊接工艺工作的相关人员, 依照合格的焊接工艺评定给出的报告, 对准专门特定的产品焊接接头, 结合本单位自身所具备的能力以及条件, 充分运用涉及焊接方面的实践知识和理论知识把它编制制作成功的。焊工必须严格执行焊接工艺规程,才能确保压力容器的焊接质量。
通用焊接工艺规程、专用焊接工艺规程, 是焊接工艺规程的分类, 焊接工艺规程以常用文件形式划分的话, 有工艺规程卡, 还有工艺卡, 包括工序卡, 以及工艺守则。
#压力容器制造许可证#
压力容器的焊接接头由焊缝、熔合区和热影响区三部分组成
压力容器的焊缝形式与接头形式有哪些种类?
金属压力容器焊接质量包括哪些方面内容?
哪些压力容器材料受压元件应申请办理压力管道元件制造许可证?






暂无评论内容