













.jpg)





于钣金厂的全部作业里头, 报价归属于新产品的首个环节, 并且在某种程度上映射出工厂于行业里竞争力的展现。报价的准则必定是产品真实价值的呈现, 而非受限于客户的价格体系这般。如此持续守持下去, 必定会构建起自身的行业口碑, 无需过多地去阐释比他人价格高或者低的缘由。故而在这儿我所讲述的报价仅针对真实成本的反馈。成本大概划分成几大块:
材料费
钣金件有关的材料费计算尤为要紧, 许多产品当中的材料费所占比重达50%乃至更高, 如此一来材料费计算精确与否会直接对最终的接单率产生影响。以下是当下众多钣金厂经常用的材料算法:
(1)材料用量=展开尺寸x材料利用率系数x密度x材料单价。
比如, 有一个产品, 它的展开尺寸是特定状况, 那么, 依据以上所提及的计算公式, 从而得出来的材料费用是, 材料费等于某个数值乘以另一个数值(比如说, 按冷轧板进行计算, 这里面的其中一个数值是预估材料利用率,其数值为某数)其结果等于16.46 RMB。表面上来看, 好像这并没有什么问题, 然而, 当仔细去研究的时候能够发现, 这里面的材料利用率这个系数, 很多的情况之下都是按照经验所给定的, 并不是有着准确确切的来源。
(2)究竟要怎样进行计算, 才能够精准无误地得出材料的用量数额呢? 我给出了如下种类的方法, 可查看图1。
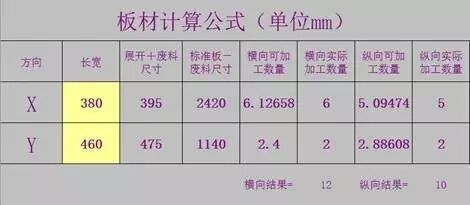
图1 板材计算公式
谁都知道, 用于钣金厂天天采购的板材全都是标准板材, 那种板材的规格是一个具体的数值, 这也就意味着计算产品的材料真实用份量都得依据这个规格来进行。所以呀, 从上面列着的表格能够直接看出来, 要是展开尺寸是另一个具体的数值, 一张标准板材就能够最多加工制作出12个产品。那么精准的材料费计算就得是像下面要罗列的这样:
(.)/12=19.47 RMB。
极为贴合实际生产的是这般计算, 其究竟如何得来, 请看那图2的讲解。
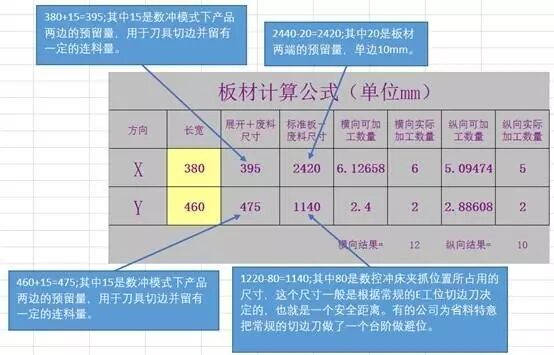
图2板材计算公式详解
要把这个表格确定下来, 后续在进行报价时, 只要输入展开后的长与宽, 就能得出单张板材的产出量, 如此一来, 就避免了人为估算所产生的差错。
(3)对于材料用量的高阶分析, 在一般报价情形下, 我们依照上面所讲述的办法去计算材料费就行, 然而要是碰到大项目, 且用量也极为大的状况下, 那就需要开展进一步的材料用量分析, 举例而言, 按照正常的单件排版常常会出现边角, 并且有的边角料还特别大, 要是按单件排版这些边角便是废料了, 在实际生产里程序员会将这些边角加以利用用以制作其他小产品, 那么是否存在一种能够量化的方式来初步计算这些嵌套生产的零件材料用量呢? 我们创造了一种“”计算方法,见图3。
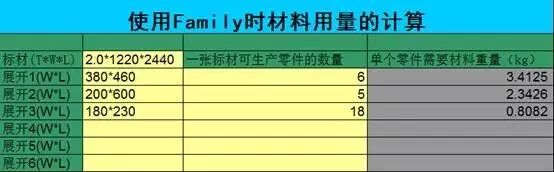
图3“”计算方法
因为表格存在功能限制, 没办法智能计算每个零件处于组合排版模式时每款零件各自的数量, 所以仍需人工依据板材规格算出每款零件能出多少个。要是数据准确, 表格就能轻松算出每款零件的单个材料用量。当人为输入不合理数据时, 表格无法感知出来, 因而对输入表格的人员而言要具备一定排版能力, 且留意图4所示问题。
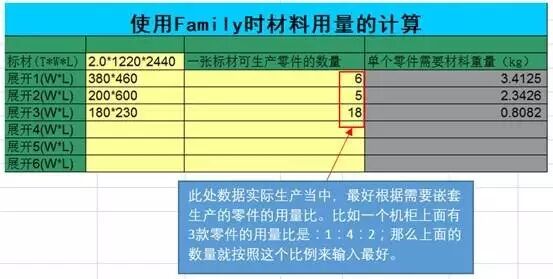
图4“”计算方法注意事项
加工费用我分为几个大块:下料,折弯,钳工,表面处理。
(1)实施下料操作, 依据产品的结构状况来明确下料所采用的方式, 在能够最大程度采用数冲方式的情形下进行实施, 如果数冲方式没法做到, 那么就在此前提条件之下再运用激光方式来开展。
数冲存在多种报价方式, 当下数冲加工的行业工费率在每小时150至某个数值之间, 此区间具体选定哪一数值取决于工厂的开机成本以及管理成本, 报价时依照产品的结构尺寸换算为加工时间, 通常按一秒钟冲3次, 每次冲切30mm来计算。这个数据是适用于冲压产品外形的、圆孔以一秒钟3个的速度进行冲压的, 而网孔则须要依据所配备的刀具是几孔刀来展开计算, 比如说一处网孔存有800个孔,选用6孔刀来实施冲压, 那么就需要冲133次, 这种多孔刀一般而言都是D或者E工位的刀具, 其速度不像A工位那样快, 一般按一秒钟冲1次来核算。比如说一个产品展开后的尺寸是: 380*460, 有50个常规圆孔, 另外还有一处网孔总计600个小孔。采用的是单件进行排版, 那么其加工时间为, 先计算(380加上460)乘以2再除以90, 接着加上50除以3, 然后加上600除以6, 结果等于135秒, 而135秒换算后等于0.0375小时。
更为精确来讲 需要将上下料时间 此时间一般为5分钟 分摊至每个产品之上 如此这般 这个产品的数冲加工费即为 零点击零三七五加上六十分之五除以十二的结果 之后再乘以二百一十 等于九点三元人民币 其中十二是上述所提到的一张板能够产出十二个产品 每小时是工费率。
②激光的报价方式, 通常是依据产品的切割长度以及孔的数量来进行计算的, 每一家公司之间的差异相对比较大, 要是将其换算成工费率的话, 激光加工费大概处于: 250~每小时的范围之内。在此处就不做详尽的剖析了, 只要切割长度计算的误差不是很大, 孔的数量准确无误, 那么价格就很容易计算。
(2)所涉及的折弯操作, 常规的那种折弯是依据按需折弯的边的长度去进行核算的, 众多工厂按照后面所提及的费率加以了计算, 操作时仅仅需要数清楚对折弯的次数并且量出折弯边的长度就行。请见图5, 此仅作为参考。
图5 折弯费率计算标准
(3)钳工, 钳工覆盖的工序数目较多, 通常包含: 沉孔, 攻牙, 易模, 压铆, 焊接, 打磨, 校型等。
有一些工序, 计算产生的误差会相对较大, 沉孔、攻牙这两个范畴处在0.05至0.2人民币每人每件之间范畴变动价值, 压铆范畴是在0.1至0.5人民币每人每件之间, 焊接围绕着0.01人民币每毫米左右的数目波动价值计算数目, 但考虑作业的难易程度不同, 需要根据实际情况适时延伸增加工人装夹以及在焊接之前应该全面展开仔细准备的时间。对易模工序, 或者说所采用的打磨工序, 还有依据产品形状进行校型的工序, 都得依据产品本身具有的不恒定复杂程度而给出相对精确的定义要求, 一般是依据以一个小时能够完成的产品个数为衡量基准来分摊所需要的成本价值。比如校型, 一小时大概能够做100个, 那么校型的费用便是: 40除以100等于0.4元人民币, 40是工厂支付给一名技工一小时的费用, 工资是主要组成部分。
从事钳工成本核算之人, 不会如同计算材料费那般, 获取精确之量化结果, 而是需拥有丰富工艺加工经验的人员来操弄, 这同样是每家公司成本核算处主要差异之所在。
(4)有表面处理, 其种类相对较多, 大概存在着: 进行抛光处理, 实施拉丝处理, 开展喷砂处理, 执行电镀处理, 予以氧化处理, 开展喷油处理, 进行喷粉处理, 实施丝印处理。
这些工艺, 无论是在工厂内部进行制作, 还是通过外协加工来开展, 起先都得针对产品的外观要求作出精准判断。产品的外观要求愈高, 那么对于表面处理的价格影响便愈大。
针对这些情况, 我仅就表面处理划分几种类型予以说明 , 拉丝、喷砂、电镀、氧化、喷粉、喷油这些通常能够依据产品的展开面积予以计算。比如说 , 拉丝或者喷砂能够按照10至25RMB每平方米来核算 , 电镀(镀锌)还有氧化可以按照25至40RMB每平方米作为核算。喷粉能够按照18至30RMB每平方米来核算 , 喷油大概是喷粉价格的2至3倍。对于要求较高的产品选取上限 , 最终价格是取决于工厂的供应链价格 , 时间允许的状况下最好向供应商问询价格 , 因而以上数据仅仅是供参考。
特别提示一下: 要是碰到客户对于产品外观提出的要求极为严格之时, 在能够确保做出合格产品的这个前提之下, 是需要去斟酌不良率的。要是完全没有任何一点把握能够做出合格产品, 对于风险比较大的那种情况, 建议选择放弃报价。
结束语
之前对于成本的剖析, 更多的情况是源自珠三角的成本体系, 可是所罗列的数据, 并不代表任何一家公司实实在在的数据, 仅仅只是属于一个经验方面的范畴罢了。其目的在于, 能够让那些对成本分析怀有兴趣的人员知晓相关思路, 能让平常时从事报价工作的人员对于成本拥有更为深刻的体会。






暂无评论内容