












.jpg)




以合理的价格吸引客户,确保公司持续盈利和发展。
0 适用范围
下述标准, 适用于全部客户进行询价时所关联的结构件需求类产品, 其中包含零件, 那些以钣金加工作为主要方式的机箱、机柜等制成的产品以及零部件。
这里有两本标准, 仅仅是当作那种报价的参考来用的, 要是报价比成本价还要低的话, 那必须得经过总经理批准才行。
0 关键定义
外购件费, 其特指那些自供应商那儿购入的产品以及零部件, 其中涵盖机加工件、标准件、非金属件还有标签等, 而这些是需要额外添加5%至15%的代理费用的。
表处费, 具体而言指, 产品或者零件部件施行喷粉、喷漆、电镀、氧化等等表面处理才会产生的费用, 计算面积之际要考虑双面以及10%至20%的损耗。
以产品所需板材为基础来计算材料费, 要将展开尺寸、20%的材料损耗以及材质单价纳入考量范围。针对大批量生产或者专用料生产的零件来说, 材料损耗是能够适当调整的。对于尺寸大于600*600的工件, 必须依据实际排版或者材料利用状况来进行计算。
附带着的费用, 其中涵盖模具费, 又包含菲林网板费, 还有工装夹治具费以及特殊检测费等等, 这些费用需要跟客户进行协商, 要么分摊到产品当中, 要么由客户独自承担。
零件损耗, 是指在产品进行加工期间所出现的不可避免的报废情况, 通常将其控制在百分之三至百分之五的范围以内, 具体数值要依据工艺的难度来确定。
包装运输费, 是指将产品运送到客户那里的包装以及运输方面的费用, 它是由市场部依据客户需求来加以确定的。
含税单价, 它是由材料费构成的, 它也是由加工费构成的, 它还是由表处费构成的, 它同样是由外购件费构成的, 在此基础上会去加上损耗, 也会加上包装运输费, 还会加上管理费以及利润。
留意, 批量含有税款的价格一般是不涵盖模具费等额外增添的费用的, 要是有此类费用需求, 那就需要在备注的栏目之中清晰明白地注明批量模具的价格以及分摊的数量。
0 市场参考价格计算公式
产品含税单价, 等于括号内材料费加上加工费加上表面处理费加上外构件费之后的结果,乘以损耗, 再加上包装运输费, 加上工程费, 加上利润。
通常情形下, 我们给予客户的报价, 不可以比成本费用的3倍还要低, 尤其是加工费以及表面处理费。这个系数能够依据客户方面的因素, 像是订单数量、加工难度这类情况来加以调整, 不过价格一定要比成本价格高。
确定定价前, 一定要深入透彻地去理解客户对于产品的需求, 要是有必要的话, 可以去收集竞争对手那边客户所拥有的资料, 这样以便能够开展标准定价的工作。一般来说, 报给客户的价格调整范围, 不应该超过产品报价的百分之十。要是调整幅度超过了这样的一个界限呢要求, 就得经过总经理批准才能做。
对于公司所拥有的有着竞争优势的产品, 在进行报价的时候, 应当努力去争取实现最大化的利润, 在价格这个方面, 不适合轻易地做出让步。

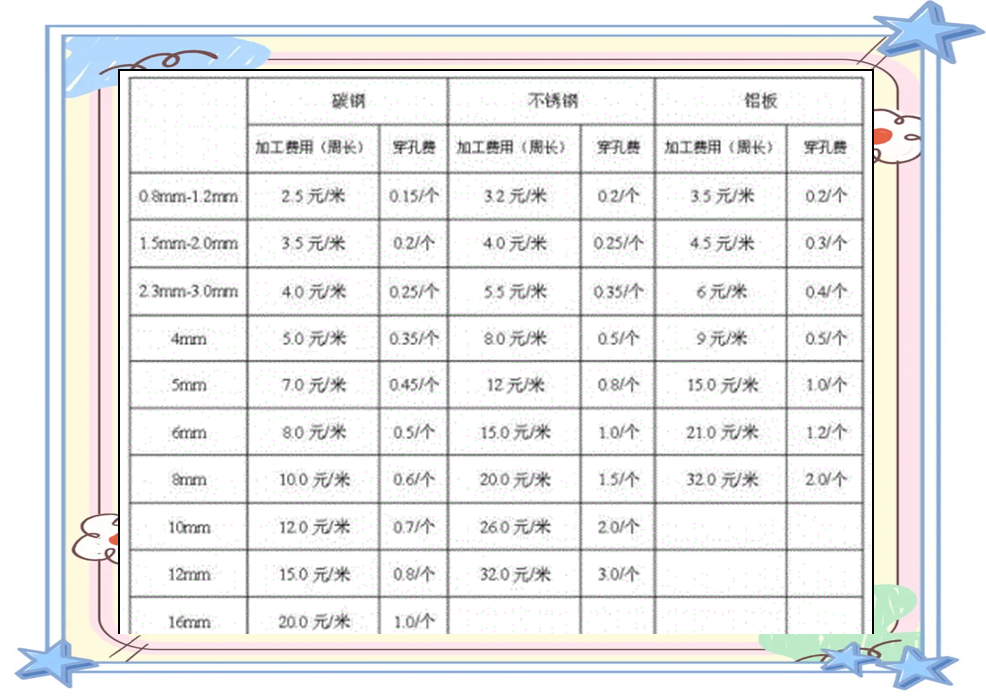
a: 铝板激光下料的加工费按不锈钢板的2倍进行计算。
b: 当圆孔直径小于10倍板厚时,仅需计算穿孔费。
若圆孔的具体直径是大于、等于10倍板厚的情况, 那么并不是进行穿孔费的计算, 而是要依据周长来开展计算。
激光下料机费用的计算公式是这样的, 激光下料的费用等于, 周长的值, 这个周长涵盖了外形周长以及内侧大孔周长, 再乘以每米单价, 然后加上孔的数量乘以穿孔的费用。
接下来是数控冲床的加工费用计算:
村田数控冲床的加工费用一般平均为每小时 240 元, 其费用是依据加工件的周长总和来进行计算的, 外形切边加工费是 0022 元的话每毫米, 每孔的加工费是 03 元每个孔, 对于网孔, 费用是 015 元每个孔, 要是周长大于孔位这类情况呢, 是按外切形来计算的, 对于异形孔, 费用是依据实际拼刀的次数来计算的。
不适用于加工板厚范围, 对于不是碳钢、铝板和铜板的情况, 其厚度不在5至5这一区间, 对于不锈钢板而言, 其厚度在大于等于5小于等于2这个范围。
当在数控上对不锈钢板开展加工, 还有, 对厚度为5的碳钢进行加工, 以及对对铝板进行加工, 并且, 对铜板进行加工的时候, 是需要乘以5倍的系数的。
4, 这个价格当中包含了取毛刺所产生的费用, 然而要是有取锐边倒钝这样的需求, 那么就需要另外去增加打磨所需要花费的费用。
再来看折床费用:
当折床在小于规定数量的100T情况下时 , 费用是按照每小时100元来进行计算的 ;然而就折床处于超过规定数量的100T以上的情形来讲啊, 费用是每小时150元了。
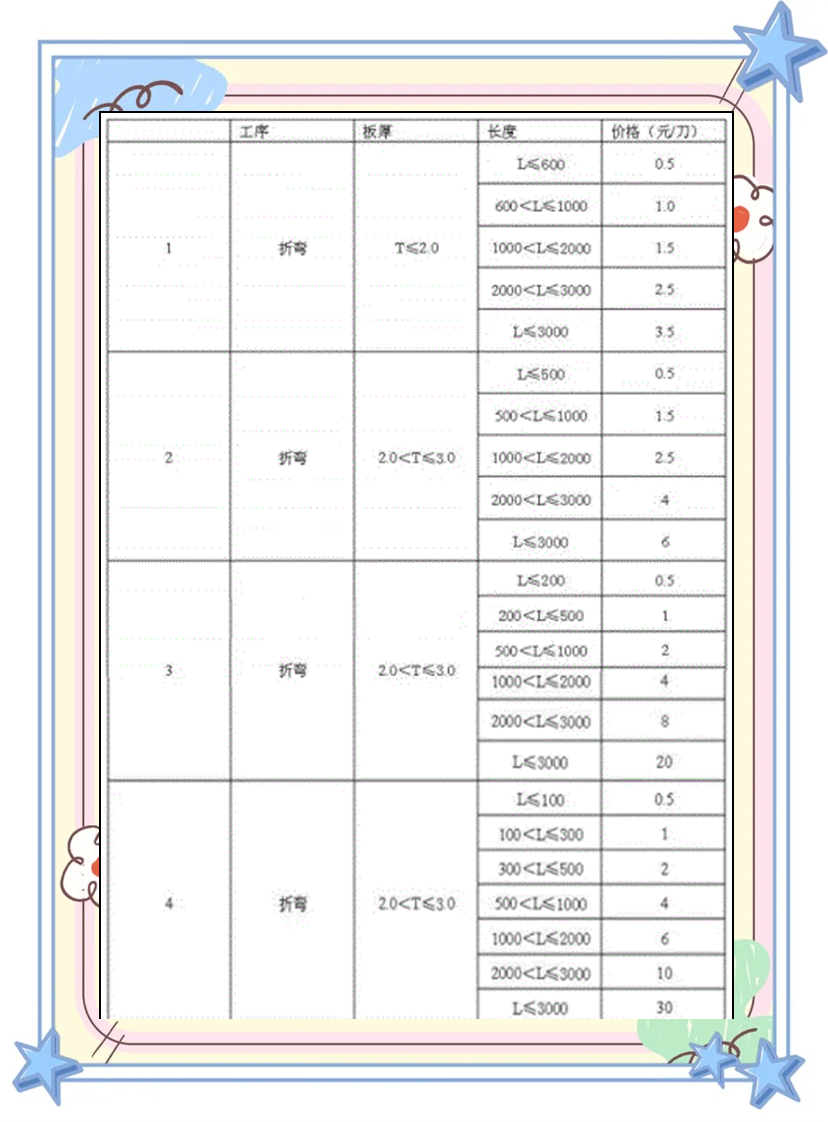
a. 若产品需垫膜折弯,则相关费用需乘以2倍的参数。
b. 8毫米厚的那种碳钢板的折弯所需费用, 这般将会去参照6毫米厚板子的5倍来开展计算。
c. 单个零件重量处于不同区间情况之下, 进行费用计算时, 会分别乘上5或者2倍的系数。详细来说, 要是零件重量大于30KG并且小于50KG, 那么费用就乘以2倍;要是重量处于50KG到80KG之间, 那就乘以5倍;要是已然超过80KG, 那么费用就得乘以2倍。
d. 于计算折弯费用之际, 倘若同一零件当中存有长边以及短边, 那么全部按照长边的费用予以结算。
接下来是钳工费用的计算:
4 钳工按小时计费,费用为25元/小时。
1 关于钳工攻牙的费用,将依据实际情况进行计算。
1 钳工沉孔费用
在计算钳工费用时,沉孔费用将依据实际情况进行评估和计算。
1 钳工沉孔费用
对钳工费用做评估之际, 沉孔费用会依据工件的单面面积予以相应幅度的调整, 确切来讲, 要是工件单面面积处于25平方米到1平方米这个区间, 每孔加工费得乘以5倍系数, 旦若工件单面面积超出1平方米, 那么每孔加工费就要乘以2倍系数, 除此之外, 超出上述表格范畴限定的攻牙以及沉孔费用, 会按照实际情形来收取, 与此同时,摇臂钻的加工费用是按照35元每小时来计算的。
5 普冲费用计价标准
普冲费用的计价, 要按照冲床的吨位予以划分, 就此而言, 在60吨以下的冲床, 每冲费用是1元, 60至100吨的冲床, 每冲费用为2元, 100吨以上的冲床, 每冲费用则为4元。
6 焊接费用计算
焊接费用计算会考量多种因素, 这其中涵盖焊接方式、工件大小以及复杂程度等方面。譬如, 碰焊的费用每小时是45元, 氩弧焊每小时为60元, 二氧化碳焊同样每小时是45元。要留意的是, 焊接费用里已把打磨费包含在内了。对于那些需要防烤或者表面外观质量要求高的产品, 报价会适当地乘以2至3倍的系数。对于大型或者重型的零件, 报价会依据实际加工难度状况加上相应的难度系数。
7 校平机费用
校平机的费用按120元/每小时计算。
8 数控剪床费用
数控剪床的费用为60元/每小时。
9 喷粉费用
喷粉时哪笔费用会依据产品类型以及加工需求来计算, 比如说, 户内粉施喷的费用是每平米二十五元价码多少, 户外粉则是每平米四十元, 要是小件进行喷的事这个步骤, 费用在每件五元年费这个数之上, 另外啊, 针对有务必防烤或者表面外观质量提出高水准要求的产品, 报价会对应的得到调整, 针对大型零件, 报价会把实际加工时的费劲程度状况考虑进去, 与此同时, 铜酸洗的费用是每千克四元, 铬酸盐的费用是每平米四十块钱。
10 丝印费用计算
丝印费用计算, 要基于产品大小跟颜色需求来分开计算处理情形。比如说, 丝印费用情况是这样的, 当产品尺寸不存在超过A4纸大小这种状况的时候, 每次丝印费用是2元;而产品要是情形属于超过A4纸大小的情况下, 每次丝印费用就变为5元。对于同一零件有着多种颜色丝印需求这种情况, 报价是要去乘以相应难度系数的。
11 组装和包装费用
组装和包装的费用按25元/小时计算。
12 刻字费用
刻字费用按30元/小时计算。
0 包装材料费用
纸箱包装的费用将按照材料费的8%进行收取。
木箱包装的费用将根据实际木箱的成本进行结算。
0 运输费用
运输费用将由市场部根据实际运输情况来收取。






暂无评论内容