













.jpg)





焊接技术, 是在19世纪末, 以及20世纪初发展起来的, 一种很重要的金属加工工艺。因为它有相关一系列技术上, 还有经济上的优越性, 所以目前已经发展成了一门独立的学科, 并且被广泛应用于航空工业部门, 以及航天工业部门, 还有原子能工业部门, 和化工工业部门, 以至造船工业部门, 以及电子技术工业部门, 还有建筑工业部门, 和交通工业部门。
01
焊接简介
焊接, 乃是让被焊工件的材质, 此材质可为同种或者异种, 借助加热, 或者加压, 又或者加热与加压两者同时使用, 并且既可以使用填充材料, 也可以不使用填充材料, 在如此情况下, 促使工件的材质达成原子间的结合, 进而形成永久性连接的一种工艺过程。

02
常用焊接方法分类
焊接方法分类相当多种多样, 依据焊接过程里金属所处状况存有差异, 能够将焊接方法划分成熔化焊、压力焊以及钎焊这三类, 每一类又能够划分成各种不同样式的焊接方法, 和下述图示相同。
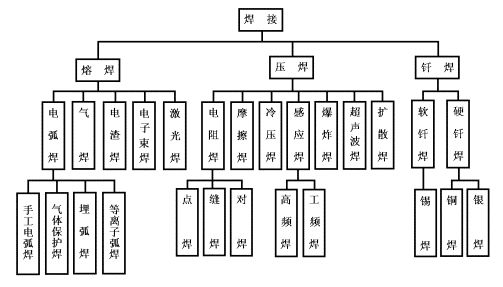
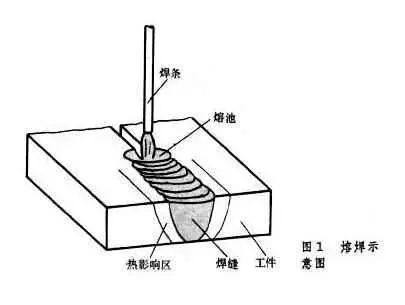
1.熔焊, 是一种焊接方法, 在焊接过程里, 会把焊件接头加热到熔化状态, 且不加压来完成焊接, 那种方法就叫熔焊, 在受热状况下, 金属的原子动能得以增强, 进而促使原子间相互扩散。当把被焊金属热到溶化状态形成液体熔池时, 原子间能够充分扩散且紧密接触。所以冷却凝固之后, 便形成牢固的焊接接头, 常见的气焊、电弧焊、电渣焊、气体保护焊等, 都归属熔焊的方法。

2.压焊,是一种焊接方法, 在该焊接方法里, 焊件在焊接过程中, 必须被施加压力, 此压力施加时可以加热, 也可以不加热, 最终通过这样的方式来完成焊接。
这类焊接存在两种形式, 其一,是把被焊金属接触的部分加热到塑性状态, 或者局部熔化状态, 随后施加一定的压力, 以此让金属原子间互相结合起来, 形成牢固的焊接接头, 其二, 像锻焊、接触焊、摩擦焊和气 压焊等, 属于这种压焊方法。
其二要做到不进行加热, 仅仅是在被焊金属的接触面上施加充足大的压力, 借助凭借压力所引发起来的塑性变形, 以此让原子间相互靠近接近从而使得能够获得牢不可破的接头, 这样的一种方法包含有冷压焊、爆炸焊等等(主要是作用于复合钢板方面)。


3.钎焊, 是一种采用比焊件的母材熔点还要低的金属材料的联接焊件方法, 把焊件以及钎料加热到高于钎料熔点的温度, 同时低于母材熔点的温度, 凭借液态钎料去润湿母材, 填充在接头其间的间隙, 并且与母材相互扩散来达成联接焊件, 常见的钎焊方法包含烙铁焊、火焰钎焊。

现今焊接所需的能量来源存在好多不同种类, 比如说气体焰这个、电弧那个、激光这种、电子束那样、摩擦还有超声波等等。除了当在工厂里面予以使用以外, 焊接进行的环境还是存在多种情况的, 像野外环境、水下环境以及太空环境之类的。超声波焊接它居然是属于以压力焊接方式中的某一种, 激光电焊它竟然归属熔焊方式里的某一种, 下面就要分别详细讲讲这较为平凡之中常用的两种焊接方式。
03
超声波焊接
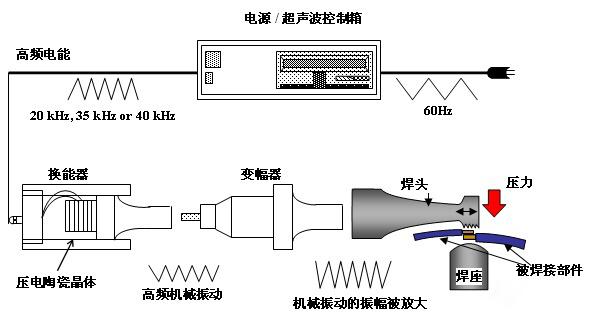
被高频振动波传递到两个得要焊接的物体表面的超声波焊接, 于加以压力的状况下, 致使两个物体表面相互摩擦进而形成分子层之间的熔合。一套超声波焊接系统的主要组成构件含有超声波发生器, 换能器, 变幅杆, 焊头三联组, 模具, 跟机架。
超声波焊接工艺类型
1)以超音波作超高频率振动的焊头, 在有适度压力的状况下作业, 让二块塑胶的接合面引发摩擦热, 进而达到瞬间熔融接合, 这就是熔接法。
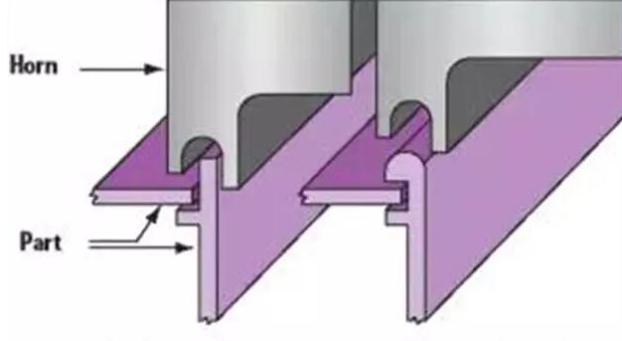
2)把凹状的焊头, 压着在塑胶品外圈上, 随着焊头发出用于使塑胶溶融成形以包覆于金属物件进而使其固定的超音波超高频振动实现成型!
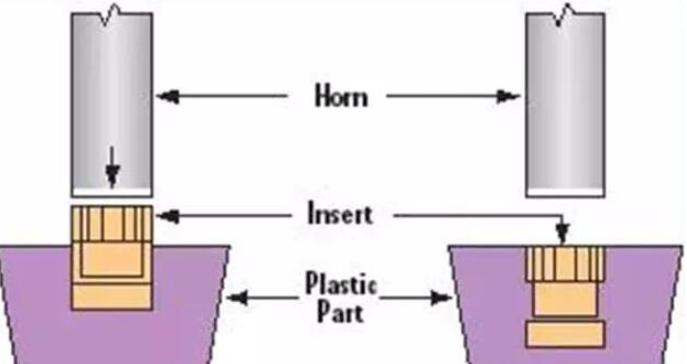
3)埋植, 是通过焊头进行传导, 借助适当的压力, 在瞬间将诸如螺母、螺杆等金属零件使劲挤入预先留好的塑胶孔内。
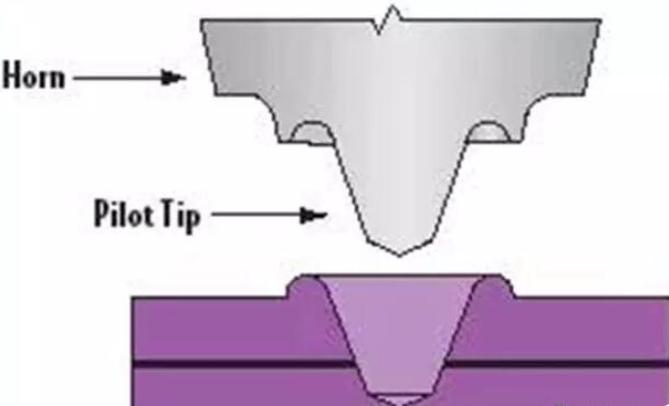
4)铆焊, 其中的铆焊法, 是指, 带有振动功能的焊头, 对物品的突起之处进行压制, 使得该突起处热熔, 进而成为铆钉状, 依靠这样的方式来让两个物体实现机械铆合。
5)点焊是这么一种焊接方式, 它针对的是那种, 焊线在设计方面存在不易情况的物体, 进行分点焊接操作, 最终同样能够达成熔接所具备的效果。
超声波焊接特点
超声波的应用范围比较广,节能环保且精度高。
1)超声波金属焊接优点:
a、焊接材料不熔融,不脆弱金属特性;
b、焊接后导电性好,电阻系数极低或近乎零;
c、对焊接金属表面要求低,氧化或电镀均可焊接;
d、焊接时间短,不需任何助焊剂、气体、焊料;
e、焊接无火花,环保安全。

超声波焊接注意要点
a、工件厚度以及硬度要是跟着提升, 所需的焊接功率就会按指数变化增大, 这就造成了增大超声波焊机成本这件事出现, 当要求的功率过大, 声学系统设计制造是个问题且工艺效果也会引发一连串较难处理事情到来 所以目前主要用于丝呀箔呀片呀等比较细长比较轻薄工件焊接。
b、当下, 超声波焊接系统的接头形式仅仅局限于搭接这种形式, 并且, 由于受到工具头的限制, 工件仅仅在焊接系统所允许的尺寸范围之内才能够伸入, 焊接的接头形式以及尺寸范围存在着较大的局限性。
c、现存状况下, 针对于超声波焊接来讲, 其质量的检测是比较困难的, 平常所运用的检测方法, 在生产的这个进程之中, 是很难做到实时实施监控的, 而无损检测这种方法, 到目前为止, 还没有达到能够在广泛范围内普及的那种情况。

04
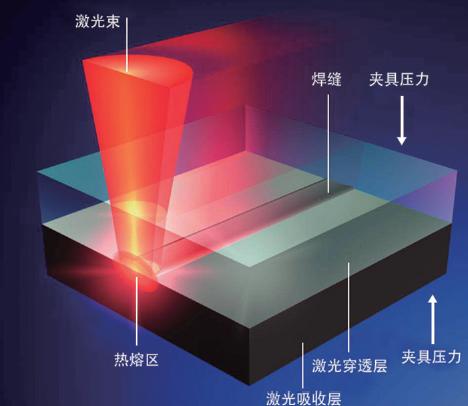
激光点焊
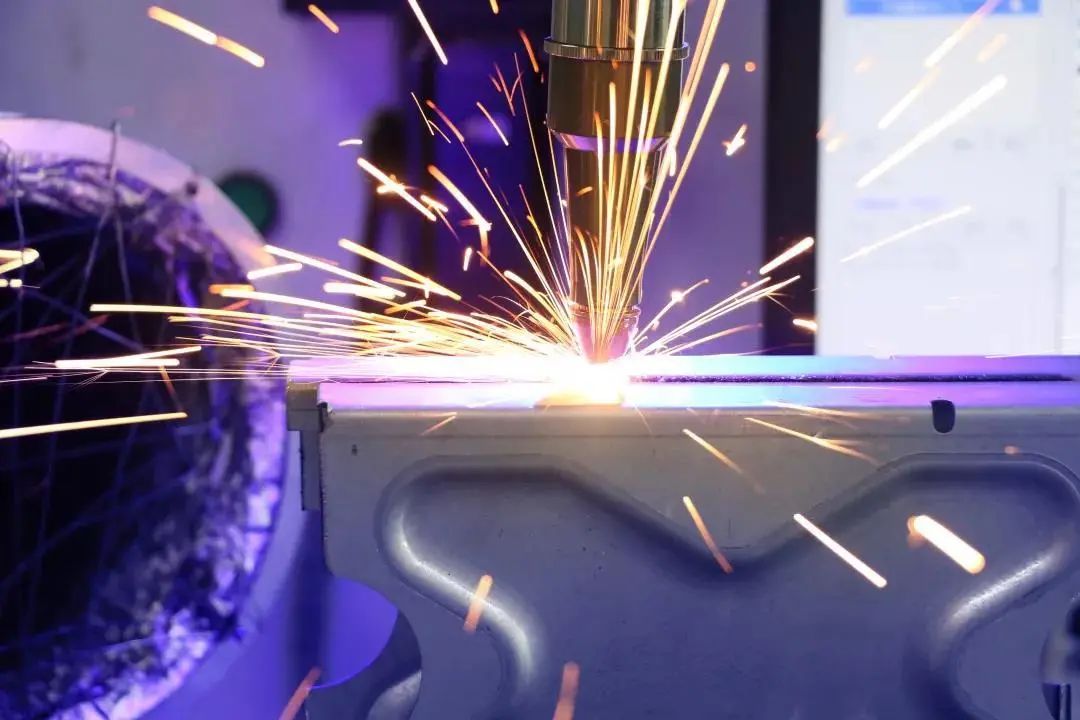
采用聚焦的激光束当作能量, 轰击焊件进而产生热量来实施焊接的方法为激光焊, 有热输入低、焊接变形小、不受电磁场影响等特点, 因激光具有折射、聚焦等光学性质, 才使得激光焊特别适宜微型零件以及可达性极差部位的焊接。
激光焊接特点
a、可将近入的热量降低到低的所需量, 热影响的区域金相变化范围微小, 而且由于热传导致使的变形同样很低。
b、可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
c、不需要运用电极, 不存在电极遭受污染以及受损的担忧顾虑。并且由于并非属于接触式焊接的制程, 机具的耗损以及变形能够降低到低的程度。
d、可放置工件的空间是封闭的, 其内气体环境处于控制之下, 或者抽过真空。
e、激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
f、可焊材质种类范围大,亦可相互接合各种异质材料;
g、易于以自动化进行高速焊接,亦可以数位或电脑控制。

激光焊接工艺参数
(1)功率密度, 它是激光加工范畴内极为关键的参数当中的一个, 采用相对较高的功率密度, 于微秒的时间跨度之内, 表层能够被加热到沸点, 进而催生大量的汽化现象 , 所以, 高功率密度对诸如打孔、切割、雕刻之类的材料去除加工而言是有利的 , 对于较低的功率密度来讲, 表层温度达到沸点得历经数毫秒, 在表层汽化之前, 底层会达到熔点, 容易形成不错的熔融焊接 , 故而, 在传导型激光焊接这一情况里, 功率密度处于10的4次方到10的6次方瓦每平方厘米这个范围。
(2)一个重要问题是, 激光脉冲波形: 它在激光焊接里是重要的, 特别是对于薄片焊接而言更为关键。当高强度激光束射至材料表面时, 金属表面会有百分之六十至百分之九十八的激光能量, 因反射而损失掉, 并且反射率随着表面温度而变化。在一个激光脉冲作用的期间之内, 金属反射率的变化幅度很大。
(3)激光脉冲宽度: 脉宽是极为重要的参数之一, 在脉冲激光焊接里占据着关键地位, 它不单单是能够将材料去除以及材料熔化区分开来的重要参数, 同时还是对加工设备的造价以及体积起到决定性作用的关键信息。
(4)焊接速度方面, 其快慢会对单位时间当中的热输入量造成影响, 要是焊接速度过慢, 那么热输入量就会过大, 进而致使工件被烧穿, 要是焊接速度过快, 那么热输入量便会过小, 从而造成工件焊不透。

激光焊接注意要点
a、焊件位置需非常精确,务必在激光束的聚焦范围内;
b、当焊件需运用夹治具时, 一定要保证焊件的最终位置要跟激光束将猛烈冲击的焊点对齐。
c、生产线上, 对于那种可焊厚度受限, 而渗透厚度远远超过19mm的工件而言, 不适合用激光焊接这种方式。
d、像铝、铜及其合金这类具有高反射性以及高导热性的材料, 其焊接性正因激光而产生改变。
e、进行中能量至高能量的激光束焊接之时, 要运用等离子控制器把熔池周围的离子化气体驱赶出去, 以此来保证焊道再次出现。
f、能量转换效率太低,通常低于10%;
g、焊道快速凝固,可能有气孔及脆化的顾虑。






暂无评论内容