













.jpg)




众皆知之, 从事电工工作之人, 于开展焊接作业之际, 务须全神贯注, 不可分心, 不然稍有一点儿疏忽便会致使意外发生。据此能够看出, 焊接乃是一项存有一定危险性的作业, 并且, 焊接工作除具备危险性之外, 操作起来还甚为艰辛, 这缘由在于要确保焊接的质量, 毕竟焊接质量关联到结构的安全。故而, 为确保焊接质量, 就得对焊件的焊接工艺予以评定。今日贤集网小编要来为大伙介绍一下焊接工艺评定的目的以及流程, 还有焊接工艺的基本要求, 下面一同来瞧瞧吧!

先来说说焊接, 焊接又被称作熔接, 它是一种制造工艺及技术, 这种工艺及技术是通过加热、采取高温或者运用高压的方式, 来接合金属或者其他热塑性材料, 像塑料这类材料。在介绍焊接工艺评定的目的以及流程之前, 我们先来了解一下焊接到底是怎么回事。
现代焊接的能量来源存在着好多好多种类, 涵盖了气体焰、电弧、激光、电子束、摩擦以及超声波等等这一些。除了于工厂里面运用之外, 焊接还能够在多种环境当中开展, 好比野外、水下以及太空。不管是在什么地方, 焊接都极有可能给操作者带去危险, 因而在开展焊接的时候必须要采取恰当的防护举措。焊接给人体有可能造成的伤害包含烧伤、触电、视力层面的损害、吸入有毒气体、紫外线照射过度之类的情况。
焊接工艺评定的目的:
(1)它属于技术文件, 是用于锅炉这一对象, 以及压力容器, 还有压力管道及相关设备制造, 另外涵盖安装这一环节, 以及检修等生产层面的过程, 同时也是焊工培训教学所必须依据遵循的。
(2)是焊接质量管理所要执行的关键环节或重要措施。
(3)是反映一个单位施焊能力和技术水平高低的重要标志。
(4)是行业和国家相关的规程所做规定的必须进行的项目。
焊接工艺评定流程:
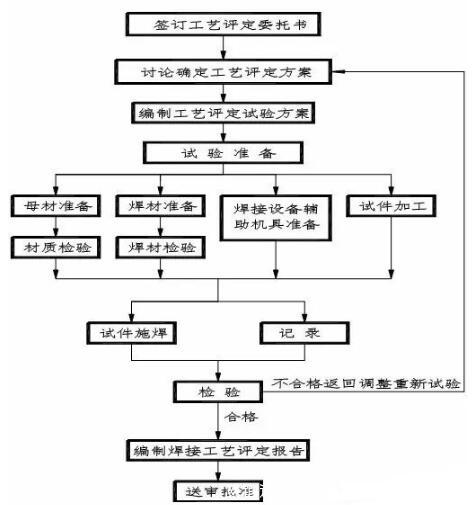
焊接工艺评定常规流程示例
拿某油建工程当作范例, 据此探究一番, 实例项目里, 焊接工艺评定流程之中的关键点究竟是怎样予以实施的呢?
预焊接工艺规程编制
签订与委托单位的焊接工艺评定委托书以后, 开展对工艺评定方案的会商研讨, 明确工艺评定方案, 依据产品结构、技术条件拟订焊接工艺评定试验方案, 编制完成预焊接工艺规程, 预焊接工艺规程编制好之后, 经技术负责人审核再予以执行。
试验准备
在预焊接工艺规程批准后,进行焊前的准备工作:
1、钢材、焊材的准备;
2、焊接设备及辅助机具的准备;
3、焊接材料的烘干、保温;
4、根据设计文件进行试件坡口的加工、清理试件、组对焊口。
试件施焊
焊前准备工作完成了, 是由从事施焊的人员依据预焊接工艺规程来开展施焊操作的, 与此同时, 技术人员承担着对施焊过程予以记录的职责。

焊前预热

试件施焊
试件检验
试件检验涵盖外观检验, 还有无损检验,以及力学性能检验, 包括金相检验, 硬度检验, 另外还有抗腐蚀试验检验等诸多内容。
外观检验
试件完成焊接之后, 开展焊件的外观检验工作, 随后填写“焊缝表面质量检查报告”, 当外检结果合格时, 便可进入下一道工序, 要是外检不合格, 那么就要重新开展焊接过程。
无损检验
焊件外观检验达合格状态之后, 由检测工作人员依据焊接工艺设计方案的相关要求, 开展焊件的无损检测工作, 并据此编织无损检测报告。无损检测结果合格的话, 便进入到下一道工序当中, 要是无损检测不合格, 那就返回去分析原因, 而后重新进行焊接操作。
试件加工
无损检测达合格状态之后, 依据焊接工艺评定对应的相关标准来开展试样尺寸的画线工作, 与此同时, 去编制试样制备的原始记录, 进而实施试件的加工:

试样加工
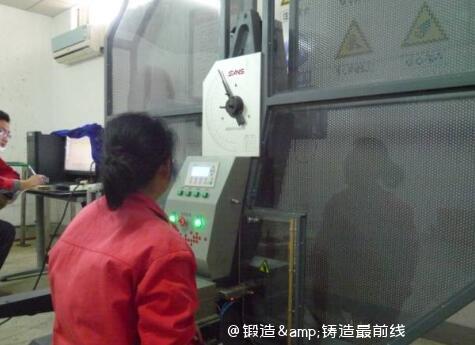
焊接接头性能检验
依据焊接工艺评定之相关标准, 按照设计文件所规定的试验项目, 由检测人员针对焊缝的力学性能, 来开展涉及金相组织、硬度以及化学成分等方面的检测工作, 进而编制与之相关的检测报告。

力学试验
冲击试验

试样制备
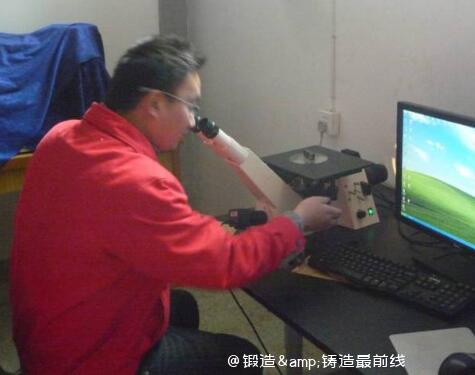
金相试验
编制焊接工艺评定报告
所有检验完成后, 所有试验也完成后,依据焊接原始记录, 依据检验结果, 依据试验结果, 由工艺负责人来编焊接工艺评定报告, 若各应要求的性能都符合要求的话, 那么该项工艺评定便是合格的, 如存在一项内容不合格, 若是一个试样展示不合格, 那么判定评定为不合格, 要由工艺负责人去仔细分析内里存在的原因, 要修订工艺, 或者重新拟定工艺, 再去重新开展该项目的焊接工艺评定。
焊接工艺制定时, 需约16个文件或记录(依具体要求或许更多), 其中包括预焊接工艺规程, 还有加工记录, 以及焊接记录, 另外有外检记录, 再者是X射线探伤报告, 同时包含热处理记录, 接着还有拉伸试验报告, 随后是弯曲试验报告, 跟着是刻槽试验报告, 然后是冲击试验报告, 之后是化分试验报告,再之后是金相试验报告, 再而后是硬度试验报告, 还有SSC报告, 以及HIC报告, 加上焊接工艺评定报告。有12项及以上检测项目, 分别是外检, , X射线检验, 拉伸试验, 弯曲试验, 刻槽试验, 冲击试验, 化分试验, 金相试验, 硬度测试, SSC, HIC。当中SSC与HIC实验所需时间最长, SSC需720小时, HIC需96小时。
焊接工艺的基本要求:
1、焊接作业场所出现以下情况时必须采取措施,否则禁止施焊。
a)当焊条电弧焊进行焊接作业时, 若作业区风速超过8m/s, 且当气体保护电弧焊以及药芯焊丝电弧焊进行焊接作业时, 若作业区风速超过2m/s, 并且当制作车间内的焊接作业区存在穿堂风或者有鼓风机时。
b)相对湿度大于90%;
c)在焊接钢材的过程中, 当所焊接的钢材等级为Q345以下时, 此时环境温度需低于零下10摄氏度;当焊接的钢材为Q345钢时, 环境温度要低于0摄氏度;当焊接的钢材等级处于Q345以上时, 环境温度得低于5摄氏度。
2、应该依据GB/T 985.1、GB/T 985.2的相关规定, 来设计焊缝坡口的型式以及尺寸, 对于图纸有特殊要求的坡口形式还有尺寸, 要依据图纸, 结合焊接工艺评定去确定。
3、要进行坡口加工时, 优先采用的是机械加工方式, 而自动或半自动气割, 或者等离子切割、手工切割的这些制备方法, 它也是能够选用的。不过呢, 要确保焊缝坡口的地方是平整的, 并且没有毛刺, 坡口两侧50mm 的这个范围之内, 不应该存在氧化皮, 还有不应出现锈蚀、油污等情况, 同时也绝对不得有裂纹、气割熔瘤等之类的缺陷。
4、严禁在焊缝间隙内嵌入填充物。
5、用于定位焊的工艺措施以及质量要求, 应当和正式焊缝等同, 定位焊所形成的高度, 不适合超出设计焊缝高度的三分之二, 其长度不得小于二十五毫米, 定位焊点通常不少于三点, 并且需要均匀地分布。
6、从事焊接作业时, 要严格依据焊接工艺评定所明确下来的焊接方法, 去开展焊接工作, 并且要按照其规定的焊接参数加以焊接操作。
7、完成焊接之后, 从事焊接工作的人员, 要于距离焊缝的端头50毫米的明显之处, 打上属于自己的钢印代号, 并且在进行防腐处理后, 清晰可见这种钢印代号。
8、采取控制焊接变形的方式, 适宜运用调整焊接工艺参数的办法, 还能够采用反变形、刚性固定这样的手法来进行控制。
9、在装配之前, 那些会对镀锌质量造成影响的焊缝缺陷, 需要做修磨处理或者进行补焊, 而且, 补焊所形成的焊缝, 与原来的焊缝之间,要维持圆滑过渡的状态。
焊接工艺的发展史:
在19世纪末以前, 铁匠延续了数百年的金属锻焊, 是当时仅有的焊接工艺。最早的现代焊接技术, 始于19世纪末, 先是出现了弧焊以及氧燃气焊, 此后又有电阻焊问世。
20世纪早期, 第一次世界大战时, 对军用设备的需求量极大, 第二次世界大战期间, 对军用设备的需求同样不小, 那么与之相对应的, 廉价且可靠的金属连接工艺就受到了重视, 从而促进了焊接技术的发展, 战后, 先后出现了几种现代焊接技术, 其中有着目前最为流行的手工电弧焊, 还有诸如熔化极气体保护电弧焊的情况, 以及埋弧焊也就是潜弧焊的这种, 另外也包括药芯焊丝电弧焊以及电渣焊这样的自动或半自动焊接技术。
20世纪的后半叶期间, 焊接技术于发展进程里呈现出一天不同一天的快速变化态势, 激光焊接以及电子束焊接被研究开发出来了。直至目前, 焊接机器人经过应用之后在工业生产领域当中获得了极为广泛的运用。研究人员始终保持着深入钻研的状态, 针对焊接的本质开展研究工作, 持续不断地开发全新的焊接方法, 并且在原有基础上进一步提升焊接质量。
金属连接历史能追溯至数千年前, 早期焊接技术在青铜时代、铁器时代出现于欧洲、中东, 数千年前古巴比伦两河文明已开始运用软钎焊技术, 公元前340年, 制造重达5.4吨的古印度德里铁柱时, 人们采用了焊接技术。
中世纪的铁匠, 会通过持续不断地锻打处于红热状态的金属, 以此让它们连接起来, 而这种工艺就被叫做是锻焊。维纳重·比林格塞奥在1540年出版的《火焰学》这本书里, 记述了锻焊技术。欧洲文艺复兴时期的工匠, 已经对锻焊掌握得很好了, 在接下来的几个世纪当中, 锻焊技术持续不断地改进。到19世纪的时候, 焊接技术的发展非常迅速, 其呈现出的风貌有了极大的改变。1800年, 汉弗里·戴维爵士发现了电弧, 稍后呢, 俄国科学家尼库莱·斯拉夫耶诺夫与美国科学家C·L·哥芬(C.L.)发明的金属电极推动了电弧焊工艺的成型, 电弧焊与后来开发的采用碳质电极的碳弧焊, 在工业生产上得到广泛应用。约1900年的时候, A·P·斯特罗加诺夫, 在英国开发出来了那种能提供更稳定电弧的金属包敷层碳电极;到了1919年, C·J·霍尔斯拉格也就是C.J., 首次把交流电用于焊接, 不过, 这一技术一直到十年之后才被广泛应用。
19世纪最后十年间开发出电阻焊, 1885年伊莱休·汤姆森申请了第一份关于电阻焊的专利, 此后15年他持续改进该项技术。1893年铝热焊接和可燃气焊接被发明。1836年埃德蒙·戴维发现乙炔, 到1900年左右, 因一种新型气炬出现, 可燃气焊接开始广泛应用。因具有廉价和良好移动性, 可燃气焊接一开始就成为最受欢迎的焊接技术之一。然而, 随着20世纪期间, 工程师们针对电极表面金属敷盖技术不断改进, 也就是助焊剂不断发展, 新型电极能够提供更为稳定的电弧, 并且能够有效隔离基底金属与杂质, 所以电弧焊能够渐渐取代可燃气焊接, 进而成为使用最为广泛的工业焊接技术句号。
第一次世界大战之际, 对焊接的需求强烈增长, 各个国家都在积极地研究新型焊接技术, 英国主要运用弧焊, 他们打造出第一艘具备全焊接船体的船舶弗拉戈号, 大战时期, 弧焊也首次在飞机制造方面得到应用, 像许多德国飞机的机体就是借由这种方式制造而成的, 另外需要留意的是, 世界上第一座全焊接公路桥是1929年在波兰沃夫其毗连的Słudwia河上建成的, 该大桥是华沙工业学院的斯特藩·布莱林(Bryła)于1927年设计的。
到了1920年代, 焊接技术取得了具有重大意义的突破, 于1920年冒出了自动焊接, 借助自动送丝装置达成电弧连贯性的保证, 此阶段保护气体受到高度广泛的重视。鉴于在焊接进程里, 处于高温状况下的金属会跟大气里的氧气和氮气搞出化学反应, 所以由此产生的空泡以及化合物会对接头强度造成影响。解题方式是采用氢气、氩气、氦气去把熔池和大气隔离开来。在随后的10年当中吗, 焊接技术的更深入发展令像铝和镁之类的活性金属也能够被焊接了。在1930年代的时候, 一直到第二次世界大战期间, 自动焊被引入了, 交流电也被引入了, 活性剂同样被引入了, 这诸多引入行为大大地促进了弧焊的发展。
科学家们发明了多种新型焊接技术, 在20世纪中叶的时候, 工程师们亦是如此。螺柱焊接(植钉焊)是在1930年发明的, 它很快就在造船业里广泛使用, 在建筑业中也是这样。埋弧焊同样是在1930年发明的, 直到如今它依旧很流行。钨极气体保护电弧焊在经过几十年的发展以后, 终于在1941年得以最终完善。随后在1948年, 熔化极气体保护电弧焊让有色金属的快速焊接是能够实现的, 不过这一技术需要消耗大量昂贵的保护气体。手工电弧焊, 采用消耗性焊条作为电极, 在1950年代发展起来, 迅速成为最流行的金属弧焊技术。1957年, 药芯焊丝电弧焊首次出现, 其采用自保护焊丝电极, 可用于自动化焊接, 大大提高了焊接速度。同一年, 等离子弧焊发明。电渣焊于1958年发明, 气电焊则在1961年发明。
焊接技术在近年来有发展, 其中, 1958年出现电子束焊接, 其能加热面积小的区域, 使深处及狭长形工件焊接可行, 之后1960年发明激光焊接, 在后来几十年, 它被证实是最有效的高速自动焊接技术, 然而, 电子束焊和激光焊这两种技术, 因配备价格高昂, 应用范围受限。
是这样的, 综合上面各种情况, 便是小编针对“焊接工艺评定的目的以及流程, 还有焊接工艺的基本要求”所做的相关介绍, 想来大家看过了之后, 应该就都对“焊接工艺”产生了一定的了解了吧!
注:文章内的所有配图皆为网络转载图片,侵权即删!





暂无评论内容