













.jpg)




针对决定生产能力的三个基本因素, 对现有固定资产现状予以查清并采取相应措施后, 便去计算和确定企业、车间、班组的生产能力水平, 这便是核定生产能力。企业生产能力的核定要从班组开启, 采取自下而上、一级一级展开的做法, 一般有两个阶段。首先去核定班组、工段、车间各环节的生产能力, 接着在对各个生产环节能力进行综合平衡的情形下, 再着手核定企业的生产能力。
一、单台设备及流水线生产能力的计算
1.单台设备生产能力的计算
流水线所具备的生产能力是由每一道工序里设备的生产能力来决定的, 所以, 对于生产能力的计算会起始于单台设备。单台设备生产能力有着特定的计算公式为。

2.流水线生产能力的计算
流水线生产能力=流水线有效工作时间/节拍=Fe/R。
流水线的生产能力在各道工序生产能力综合平衡的基础上确定。
例1
某是这样一条流水线, 其负责加工A产品, 它有着车、铣、磨这三道工序, 在针对各工序生产能力进行综合平衡之后, 车工序每年的生产能力是500台, 铣工序每年的生产能力是495台, 磨工序每年的生产能力是510台, 然而呢, 这条流水线的年生产能力却为495台/年。
二、设备组生产能力的计算
1.产出仅一种物品, 流程凭借 S 台装置予以负责, 于这个时候, 流程达成产量所能达到的水平是。
M=FeS/t 或 M=FeSp
例2
某个加工中心存有设备 10 台, 实行两班运转制度且为此工作展开, 早班的时长设定为 8 小时, 中班的时长确定为 7.5 小时, 进而设备组在一天之中的工作时间等于 15.5 小时。设备组在一年的计划范围之内检修的时数是 1750 小时, 针对单位产品的台时定额规定为 200 台时, 尝试着去计算该设备组所具备的生产能力。
注意, 一整年里面的工作日是按照制度规定的工作日天数二百五十天来计算的, 每一天分成两个班次, 每个班次按照十五点五个小时来计算(以下都是同样的计算方式)。
例3
有一个机加车间, 其产品加工过程是依照顺序移动方式来设置的, 会依次行进通过车、铣、磨这三个工艺环节, 与之相关的资料展示在表 3 – 1 当中, 现在要尝试去计算各组设备的生产能力。
表3-1 机加车间生产能力资料表
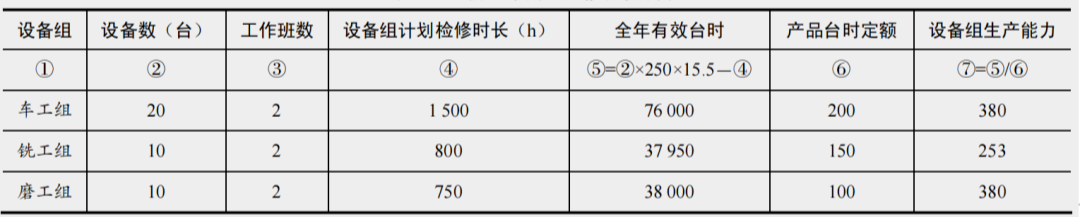
所知计算结果显示, 车工组跟磨工组的生产能力等同,每年能够制成380件, 相较于此, 铣工组属于薄弱之处, 应当采取一定的技术组织举措“填平补齐”, 像是借助购买设备等途径增添设备数量, 凭借提高班次等办法延长工作时段, 针对工人开展培训, 提升操作娴熟程度, 对产品的工艺技术予以改进等等。
2.多品种成批生产条件下,以代表产品为计量单位计算
首要的是, 去确定那代表产品。那代表产品呢, 是能映显出企业专业方向的, 是产量相对较大一些的, 是占用劳动量最为多的, 是在结构和工艺方面拥有代表性这种特性的产品。
其次,计算出以代表产品为计算单位表示的设备组的生产能力。
转而, 把别的产品那所要规划生产的数量, 借助换算系数逐个折合成能够代表该产品的产量。予以换算之际, 通常是以台时定额或者产量定额当作换算的标准, 而换算系数的计算方式即为。
最后,计算出设备组各种计划产品的生产能力,计算公式为
某一特定产品的生产能力, 等于该产品以代表产品单位所体现的生产能力, 除以换算系数。
例4
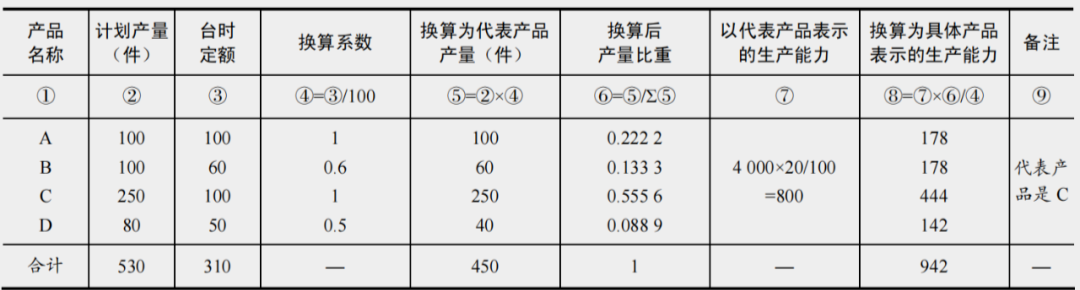
加工中心存在同种设备20台, 每台车床在全年的有效时间是4000h。设备用于加工A、B、C、D四种产品, 这四种产品的结构以及工艺相似。A产品的计划产量为100件, 其单位产品台时定额是100台时。B产品的计划产量为100件, 其单位产品台时定额是60台时。C产品的计划产量为250件, 其单位产品台时定额是100台时。D产品的计划产量为80件, 其单位产品台时定额是50台时。现选定C为代表产品, 要计算设备组的生产能力。
求解, 以用来代表产品C的产量所体现的生产能力, 以及把代表产品换算成具体产品的计算流程和最终结果, 呈现于表3 – 2之中, 如此这般。
表3-2 代表产品换算为具体产品的计算过程
3.单件小批生产条件下,以假定产品为计量单位计算
刚开始的时候, 去计测假定产品的台时定额, 其计算公式是这样的, 假定产品的总产量是用各类产品计划产量的总和来予以表示的。

其次,计算设备组生产假定产品的生产能力,计算公式为

最终, 依据设备组所假定的产品具备的生产能力, 计算出设备组各类计划产品所拥有的生产能力, 其计算公式是。
计划之中的产品, 其生产能力, 等于假定的具有特定条件下的产品生产能力, 去乘以该产品产量, 在假定产品总产量里所占的百分比。
例5
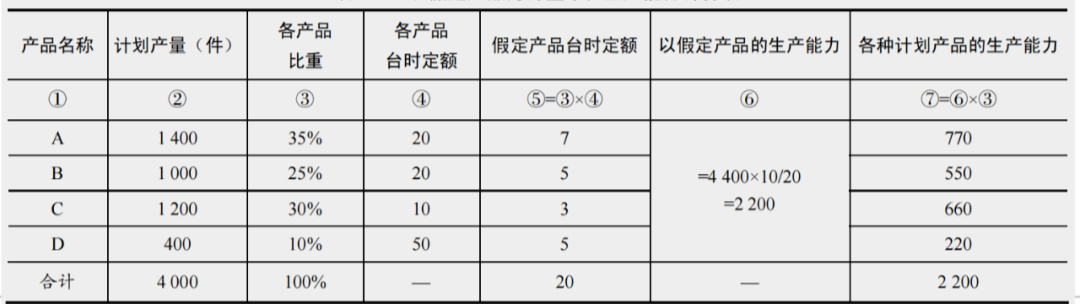
加工中心存在一种设备, 其数量为10台, 对A、B、C、D四种产品进行生产, 此四种产品结构、工艺并不相似, A产品计划年产量是1400件, B产品计划年产量是1000件, C产品计划年产量是1200件, D产品计划年产量是400件, A产品单位产品消耗定额为20台时, B产品单位产品消耗定额为20台时,C产品单位产品消耗定额为10台时, D产品单位产品消耗定额为50台时, 每台设备年有效工作时间为4400h, 要去计算该设备组的生产能力。
解:计算过程及结果如表 3-3 所示。
表3-3 以假定产品为计量单位生产能力计算表
三、企业生产能力的确定
首先, 把各个生产环节的生产能力予以综合平衡, 然后, 据此去确定企业的生产能力。综合平衡存在着两个方面的工作, 其一, 是基本车间之间的能力平衡, 其二, 是辅助车间生产能力跟基本车间生产能力的平衡。
各基本生产环节能力不一样时, 要依照主导环节去确定企业生产能力, 主导环节是产品制造主要工艺加工环节, 比如机械制造企业的机械加工车间, 在产品全部制造过程劳动量里占比最大, 需要的投资额通常也最多, 依据此确定企业生产能力, 能更有效地发挥投资经济效益, 要是企业主导生产环节有好几个, 而且生产能力各不相同, 综合生产能力的核定应以未来市场需求来确定。若该产品所需数量庞大, 那么便依据具备较高能力的主导生产环节予以确定, 与此同时, 对缺乏其他能力的环节组织外协或者开展技术改造工作来加以解决;否则的话, 能够按照薄弱环节的能力进行核定, 对于存在能力富余迹象的环节, 可以向外界调出多余的设备, 或者长期接受来自外部协作的订货安排。
若基本车间的生产能力跟辅助车间的生产能力并不相同, 这个时候, 企业的生产能力乃是依据基本车间的生产能力予以确定。
(本篇选自《现代生产管理》项目三 实现产能平衡)

点击图片购买
《现代生产管理》是依据工业企业生产管理工作过程的系统化设计思路来编写的, 本书按照主生产计划(MPS)、物料需求计划(MRP)、能力需求计划(CRP)、生产作业计划、采购管理、库存管理、设备管理、质量管理及生产现场管理、ERP生产管理等各个模块依次编写, 并且还融入了国内外生产管理研究的最新成果。






暂无评论内容