












.jpg)




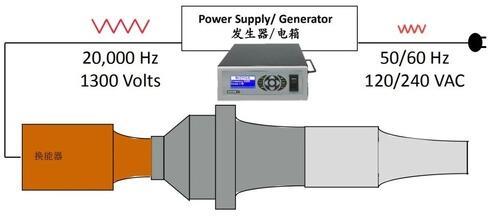
用于连接或重整热塑性塑料的超声波塑料焊接, 是借助从高频机械运动所产生的热量达成的, 它是通过把高频电能转化为高频机械运动进而得以实现的这种将高频电能转化为高频机械运动的方式, 让该机械运动以及施加的力在塑料部件的配合表面也就是接合面积上产生摩擦热, 如此一来, 塑料材料便会熔化并在部件之间形成分子键。
超声波焊接质量, 主要跟材料的熔点相关, 还跟材料的表面摩擦系数有关。这些参数, 因材料不同而不同, 因温度不同而不同, 它们在超声波焊接过程中的变化, 会影响超声波焊接区域的温度, 会影响超声波焊接区域的应力, 会影响超声波焊接区域的变形, 进而影响超声波焊接质量。
各位, 想问一问, 对那般和超声波塑料连接融接相关的知识之意向怎么样, 是否是更想知晓更多一些? 接下来, 贤集网的编辑要为各位朋友们去阐述那般一项项的内容, 其包括, 超声波塑料连接融接生热的机理原理、影响超声波塑料连接融接主体的工艺要素、超声波塑料连接融接设备的配置构成、超声波塑料连接融接之际的几个需要特别留意的事项要点。一块来瞧一瞧!

超声波塑料焊接生热机理
在超声波焊接进程当中, 接头部位能量产生转换, 具体来讲主要是把超声波携带的机械能转化成塑料达到融合所需的热能, 这般能量出现变化, 会对结合处温度改变产生直接影响, 进而影响到融化接头时的质量, 然而针对于接头温度场展开计算, 是要建立在对各种焊接机理有所认识的基础之上, 当前关于超声波塑料焊接机理存在主要的两种观点:
1、类似于金属的摩擦振动机理
在把眼光看向大汉的塑料表面里, 当超声波对塑料件的表面予以紧密压合之际, 但塑料质点会由于超声波的激发, 进而快速振动起来, 由此产生机械功;并且振动的频率, 此所指的便是超声波的频率。
机械功的表现形式为, 塑料质点因振动引发连续交替的受压与解压, 致使焊接接触表面间, 因振动产生摩擦。此时, 机械功转化为热, 使焊接面温度升高, 直至熔融连接。而非焊接面无法产生摩擦, 温度不会升高, 不会被破坏。
2、应力应变的储能及转换机理认为
对于塑料这种属于粘弹性体的物质而言, 超声波在塑料体之中传播 , 当处在接合处时会受到高频交变正弦应力进行反反复复的压缩所作所为还能解压 , 直至其自身发热呢总算最终达成形成接头的这么种情况。
关于应力应变的储能转换相关机理以及热量, 依赖对高分子材料进行动态热力学的剖析来定夺, 在外力震动激励之时, 鉴于固态高聚物材料响应存在粘滞效应以及导热性能不佳, 最终会致使塑料件出现热软化或者热疲劳, 借助那对高分子材料的动态热力学分析, 能够揭示此力学与热的实质及机理。
在试验速度较快的情况下, 对塑料材料进行加载之后, 应当立即卸载的应力, 其应力—应变曲线并非是重合的, 加载曲线与卸载曲线之间存在的那个面积, 则被称作滞后回路, 该面积大致是每次材料在一个循环里头所积聚的能量, 而这是起因于分子链运动时粘性阻力转化成摩擦热所导致的。
所以称年智孝任, 持续的交变应力会致使塑料温度升高, 加载时段峰值应力越高, 滞后回路的面积越大, 粘性阻力生成的摩擦热量就越多, 同等应的状况下, 试验负载频率越高, 塑料温度上升也就越多。

在运载荷之下作用于塑料构件时, 发生滞后热这种现象是极为普遍的, 像在高速运行着的塑料传动零件当中, 有时这种现象会起到破坏的作用, 恰似滞后热软化一般, 在颇为短暂的时间段里面, 交变应力致使塑料发热情况降低了, 弹性模量也出现变化, 增加了之后又回落的面积, 进而使得发热量得以上升。

令温度得以升高, 塑料最终会急剧软化进而突然损坏, 于超声波焊接期间, 是以这种生热当作焊接的热源。塑料产生变形之际, 一部分能量会以势能的形态予以储存, 另一部分是以热的形态被消耗散逸。高聚物, 具备有高分子量以及长分子链 , 分子运动存在着一个时间进程, 其粘弹性在较高频率的时候展现出力学致热的特性。
影响超声波塑料焊接主要的工艺因素
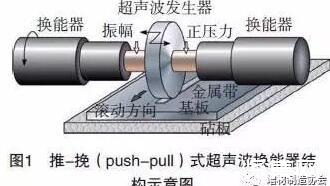
1、振幅, 是声学系统输出的机械振幅, 它是超声波塑料焊接时首要选择的工艺参数, 从塑料升温角度讲, 因物理性质不同, 塑料焊接振幅呈现出发热率和温升率各异的情况, 每种材料存有能达到融化温度的最小振幅, 要是振幅不足, 塑料便很难达到使其融化的温度。

2、因此, 塑料的焊接强度跟振幅存有密切的关系, 超声波塑料焊接所要配备的振幅会经由变幅杆的形状以及材料予以调整。另外, 焊接形式不一样, 所需振幅也不相同, 像嵌插以及铆接所 的振幅比较大, 平面焊所需振幅小。就是说, 焊接输出的振幅得依据焊接件的种类以及焊接形式加以调整。
3、超声时间, 是始于超生处罚起始点, 终结于超声完结点的时长, 超声时间越久, 传递到工件的能量便越多, 工件的温度上升幅度越大, 融化的数量也就越多, 然而, 焊接时间倘若过强, 会致使工件表面温度过高从而出现损坏, 会造出飞边, 损伤零件表面, 致使工件上原本焊接区域的非焊接表面形成“粘连”现象, 再者, 超声时间过短, 塑料无法融化或者融化量过少, 就不能让工件实现可靠焊接。
4、保压时间, 是指超声停止后, 焊接件于压力作用下相互紧贴并固化所持续的时长。保养目的在于, 焊件在一定压力下相互紧贴, 借此使两焊件接触面的融化材料相互渗透冷却固化, 进而让两工件得以良好地焊接在一起。
5、触发压力, 它指的是, 在超声波能量传递到工件以前, 焊头施加于工件之上的那个最大预压力。焊头下降, 使之与工件相接触之后, 于工件上建立出压力, 当让接合面紧密接触, 从而达到触发压力之际, 超声焊接机启动, 开始产生超声波。

若触发压力过小, 那么接触面并不会紧密接触超声波, 如此一来不能使工件接触面表面产生充分融化, 进而无法形成具备较高强度的接头。
6、焊接时需施加的压力, 通常来讲, 针对工件要给予充足压力, 以便整个结合表面都能具备良好的接触压力, 要是压力过低, 就会致使焊接时间延长, 如此一来会让工件上出现焊缝, 并且质量欠佳, 倘若压力过高, 会造成焊接破裂, 进而使界面结合状况不佳, 影响焊接强度以及焊接质量。

7、频率追踪, 在焊接进程里, 因焊接所处位置以及焊接压力有所影响, 这就有可能致使超声波频率出现变化, 频率跟踪乃是运用自适应方式去跟踪超声波的频率, 从而令其大致维持不变。

超声波塑料焊接设备配置
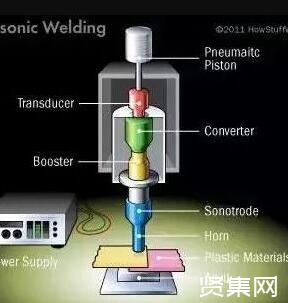
超声波塑料焊接设备, 它是由气压传动系统构成的, 它是由控制系统构成的, 它是由超声波发生器构成的,它是由换能器及工具头构成的, 它是由机械装置等构成的。
1、气动传动系统
包括这些: 过滹器, 还有, 减压阀, 以及, 油雾器, 另外, 换向器, 再者, 节流阀, 还有, 气缸等, 工作的时候, 首先, 由空压机驱动冲程气缸, 进而带动超声换能器振动系统上下移动, 动力气压在中小功率的超声波焊接当中, 气压是根据焊接需要来调定的。
2、控制系统
控制系统由时间继电器或集成电路时间定时器组成。
主要功能是:
一来是对气压传动系统的工作予以控制, 让其在焊接的时候, 于定时控制的状况下,将气路阀门打开, 接着气缸进行加压, 致使焊头下降, 从而以一定的压力去压住被焊的物件, 在焊接完成之后, 保持压力一段时间,随后控制系统把气路阀门进行换向, 使得焊头回升进行复位。
本系统操控时, 仅需启动按钮, 产生一个触发脉冲, 就能自动完成本次全部焊接过程, 在此期间, 会控制超声波发生器的工作时间, 并且使整个焊接流程达成自动化, 这便是其二。
其顺序为, 先开启电源,接着触发控制信号然后开始气压传动系统, 之后气缸进行加压, 致使焊头下降并实施压住动作, 进而触发超声发生器开始发挥作用, 发射超声并且维持一定焊接时长, 随后去除超声发射, 继续保持一定压力时长, 接着进行退压, 再让焊头回升直至最后焊接结束。
3、超声波发生器
(1)那种功率比较大的超声波塑料焊接机, 它发生器的信号运用锁相式频率自动跟踪电路, 进而让发生器输出的频率基本上跟换能器谐振频率保持一致。
(2)超声波塑料焊接机, 其功率在500W以上哒, 所用发生器采用自激式这般的功率振荡器, 同时, 它也具备一定的频率跟从能力。
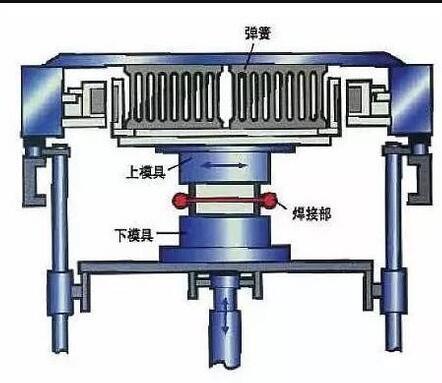
4、超声波塑料焊接机使用的声学系统
(1)换能器
用于超声波塑料焊接机的声学系统存有三个部分, 其一为驱动部分, 其二为固定部分, 其三为工作部分。
在上述三个构成部分里头, 驱动属于核心部分, 通常运用螺栓进行夹紧处理的纵向振动换能器, 当中存在半波长纵向振子与四分之一波长的纵向振子, 半波长纵向振与半波长聚能器相互联接从而形成一个全波长塑料焊接换能器, 然而四分之一波长纵向振子和四分之一波长聚能器相连接, 进而构成一个半波长换能器。
(2)工具头
对于不同的焊接对象而言, 是需要具备不同工具头的, 不管是进近场焊接, 还是传输焊接, 唯有半波长的工具头才能够让焊接端面达成最大的振幅。
工具头, 存在两种情况, 一种是带着振幅放大的, 另一种是不带振幅放大的, 塑料焊接机所使用的声学系统工具头, 所采用的材料一般是铝合金,其端面镀着硬质合金, 当功率比较大的时候, 会有用钛合金材料制作而成的, 这种材料的疲劳强度比铝合金要高出一倍多。
超声波塑料焊接时几个注意事项
超声波焊接塑料, 于电子产品渐趋小型化进程里, 发挥了关键作用, 凭借精密无比的塑料焊接操作, 得以保障电子产品外观精致美妙且具备高度一致性, 进而在工业生产范畴里面,收获了广泛且全面的认可。
当运用超声波焊接之际, 倘若未留意使用要则, 那么便会浮现某些问题, 诸如不同的焊接材料, 不同的焊接面积, 塑料工件内部嵌有电子元器件, 以及焊接过后气密性状况等, 这些均需有专业技术人员予以指导调节, 从而达成超声波塑料焊接的最佳成效。
1、超声波焊接缝面积符合机器工作范围内
超声波焊接缝面积要是越大, 那么高频振动能量分散也就越大, 那样焊接效果将会变差进而无法达到焊接要求。依据超声波纵向传播原理, 因为距离越大就会损失能量, 所以超声波焊接缝需控制在6厘米的范围之内, 并且焊接线控制在30至80丝才合适, 塑料产品壁厚大于2毫米, 如此才能做到最好的效果, 不然的话就要考虑更换其他频率的超声波焊接机。
2、超声波焊接达到塑料特定熔点
产品焊接缝要达到特定熔点温度, 施加一定压力, 产品接缝位置熔接才能完成, 这需要在焊接塑料产品时, 了解不同塑料的熔点, 还得进行合理的焊接缝设计以及焊接时间设定;要是没有达到该塑料产品熔接温度, 焊接就会失败。
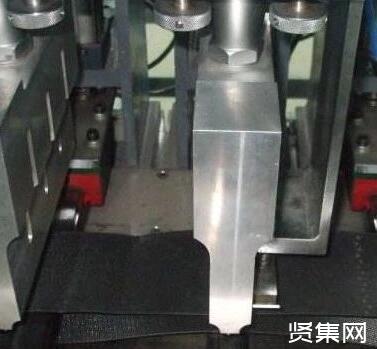
3、超声波焊接机焊接头重要性
能够符合产品焊接需求的超声波焊头, 是要借助计算机软件模拟以及校验的, 是要通过高精度数控机床将其加工出来的。之所以说严谨的检验流程与设计是焊接头品质的保证, 是因为这又同样是塑料产品质量的保证。
4、超声波焊接机输出功率稳定
对于不同材质制成的塑料产品而言, 所需使用的超声波焊接机的输出功率是不一样的。为了能够降低调整机器那消耗时间的损耗程度, 同时尽可能减少由于人为失误这个因素而引发的各类问题, 借助灵科超声波自动追频焊接机能够减免大部分相关问题, 其具备的自动调频功能可让超声波焊接机在使用过程中变得更加易于操作便利起来。
这是贤集网小编为大家讲解的, 关于超声波塑料焊接生热的机理, 影响超声波塑料焊接的主要工艺因素, 超声波塑料焊接设备的配置, 以及超声波塑料焊接时的几个注意事项。
心存此种希望, 望这般知识, 可对大伙起到帮助作用。自然而然, 于此处, 小编需向大伙作出提醒, 于超声波焊接作业期间, 产品表面出现伤痕情况下, 结合处发生断裂状况, 或者存有裂痕情形, 又或者产生溢料现象, 亦或是出现毛边情况, 同时熔接之后尺寸不能够限定于公差范围之内等不良状况时。
最初, 要去核查设备参数的控制, 接着, 借助合理的实验, 来对执行参数进行优化, 这些参数包括预压力、下降速度、延迟时间、熔接时间、引用介质覆盖比如PE袋、模治具表面处理比如说硬化或镀铬、机台段数降低或者减少上模扩大比等, 以此来获取良好的品质。
注:文章内的所有配图皆为网络转载图片,侵权即删!






暂无评论内容