












.jpg)




伴随工业技术向前发展, 硬脆材料于航空航天领域, 于汽车领域, 于模具领域, 于光学领域, 以及于半导体等领域, 呈现出宽广的应用前景。光学玻璃时常被用于制作侦查卫星的照相机镜头, 用于制作隐形雷达的探照镜, 用于制作高速飞行器的窗口, 用于制作天文望远镜的大型反射镜, 还用于制作激光发射装置里的光学透镜、棱镜等。对于硬脆材料光学元件而言, 常规切削加工极具难度, 一般是经由超精密研磨、抛光以及超精密磨削加工来达成, 然而以这种方式进行加工, 所需时间漫长, 加工成本也较高使得, 所以必须寻觅一种将若干能量场融合起来的先进复合加工工艺, 以此来化解这一加工难题。有着20世纪初就得以发展且开始在工业领域运用的一种极为有效的特种加工方法之称的超声加工, 能降低切削力与切削温度, 减少刀具磨损, 提升加工质量, 扩大可加工材料范围, 算得上是硬脆性先进材料加工的有效方法当中的一个, 尤其适宜对玻璃、陶瓷、石英、金刚石以及硅等各类硬脆材料来进行加工。旋转超声加工而言, 是当下超声辅助加工领域的关键工艺, 也是硬脆材料加工的有效方法当中的一个。复杂型面于现代产品里的设计应用, 以及加工要求日益增多, 这对复杂零部件的加工能力提出了更高要求。当前, 针对光学硬脆材料的复杂几何特征超声辅助铣削工艺的研究颇为匮乏。
宁波材料所, 其下先进制造技术研究所里的激光与智能能量场制造团队, 于旋转超声加工领域之中, 开展了专项工作进而有特别工作收效, 收获了有一定量呈现的积累成果, 且还达成了全新的进展成效, 就专门针对K9光学玻璃这种材料, 实施了各类加工动作, 有针对型腔的加工, 有针对表面的加工, 有针对孔的加工, 还有针对薄壁以及复杂曲面等不同特征的加工行为。

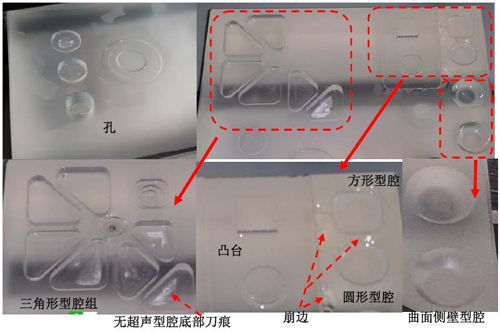
图1. 三轴旋转超声铣削加工孔/凸台/型腔等特征
超声辅助加工系统, 是课题组成员自行搭建的, 此系统具备三轴联动功能, 其超声振动频率能够达到以上所述标准。部分孔、凸台、型腔等特征加工试验, 是在该需自主搭建的超声辅助加工系统上开展的, 如图1所示。结果发现, 使用合理的工艺参数, 采用空间螺旋插补进刀以及超声辅助三坐标联动空间螺旋铣削K9光学玻璃时, 所产生的孔特征边缘不存在崩边现象, 孔壁质量以及孔底质量都较为理想。带超声加工与无超声加工相同特征的效果存在差别、比如无超声辅助三角形型腔铣削后, 加工底面会出现较明显的刀痕。不同工艺参数对加工效果的影响显著, 例如采用较大的切削深度时, 铣削的方形或者圆形型腔外边特征会出现崩边等缺陷特征。而采用合适的切削深度以及走刀策略会产生理想的加工特征, 比如右侧的曲面侧壁型腔。
经由DMG 80 eVo超声辅助五轴联动加工机床(指代图2所示机床)来进行加工的, 有平面、倾斜面、孔、环以及薄壁等各类特征(此指代图3所示特征)。该DMG加工系统具备着最大转速, 这一最大转速以每分钟多少转来衡量, 而其X、Y、Z行程分别是850mm、650mm、550mm。其采用了超声刀柄, 这种超声刀柄能够自动进行搜频, 与此同时, 还能够手动去调整频率以及振幅。在所加工的这些特征当中, 倾斜平面与Z轴形成的夹角为45°, 并且在该斜面上开展了铣削加工, 从而加工出了直径为8mm的孔特征, 另外在圆形凸台之内加工出了1mm圆环薄壁。进行平面薄壁特征加工之际, 所采用的是直径为6mm的中空金刚石电铸刀具, 此时的进给速度设定成了600mm/min, 主轴转速是5500r/min, 切宽有着2.4mm, 切深为0.03mm, 最小薄壁厚度达到了0.3mm, 最终取得了颇为理想的加工效果。

图2. DMG 80 eVo 超声辅助五轴联动加工系统
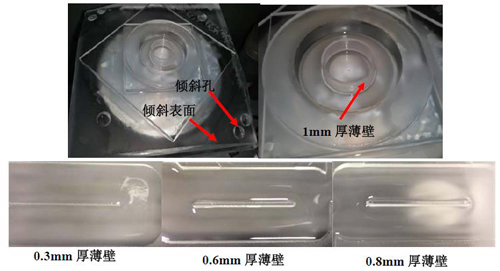
图3.多轴旋转超声铣削加工的倾斜表面/孔/凸台/薄壁等特征
DMG系统上, 把复杂曲面CAD模型进行旋转, 还有超声铣削加工的CAM刀轨以及加工效果(图4), 光学玻璃复杂曲面的加工效果是理想的, 对加工区域A1(图5)做局部形貌检测结果,检测区域表面粗糙度Ra大概为0.65μm。
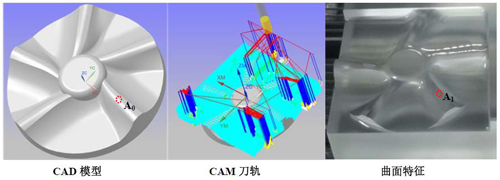
图4.旋转超声铣削加工的复杂曲面
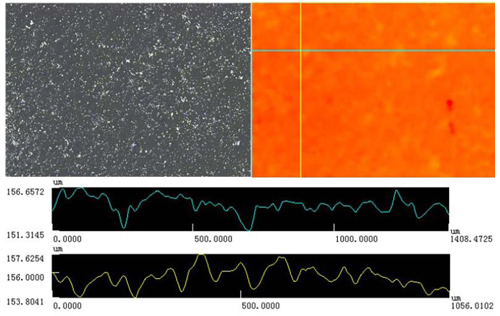
图5. 局部加工区域检测结果(200X)
前期进行了旋转超声加工试验, 此试验为该复合加工工艺的应用奠定了一定的工艺基础。团队已具备对复杂几何特征光学硬脆材料的加工能力, 打通了从CAD, 到CAM, 再到计算机虚拟加工仿真, 接着是后处理, 以及零部件或模具产品实际加工等整条加工技术链, 可为复杂几何特征零部件的高性能加工提供坚实的技术支撑。
当下, 正进一步开展科学机理以及工艺规律的研究。对于机理研究以及工艺规律探索的推进举措而言, 会给旋转超声加工性能的改进以及加工效果的显著提高, 予以强大有力的支持。
(先进制造所 陈晓晓)






暂无评论内容