













.jpg)




工程师于设计精密零件之际, 碰到需切割异形轮廓之时, 遇到要切割细窄槽之机, 面临需切割精密通孔之况, 一般会思索两种工艺, 分别是激光切割, 还有线切割。
两者均能够对复杂二维轮廓予以加工, 然而, 在精度方面, 在热影响方面, 在适用材料方面, 在成本方面, 差距是极为巨大的, 正确筛选工艺, 工件加工效果良好, 成本处于合理范畴, 要是选错了工艺, 要么出现精度达不到要求的状况, 要么耗费了大量的加工费用。

一、加工原理的本质差异
激光切割:
把高功率激光束聚焦于工件表面, 在瞬间之际就能将材料予以熔化或者汽化, 借助辅助气体把熔融材料给吹走, 沿着被编程的轨迹进行移动进而形成切缝, 其本质是热切割, 也就是材料依靠高温来被去除。
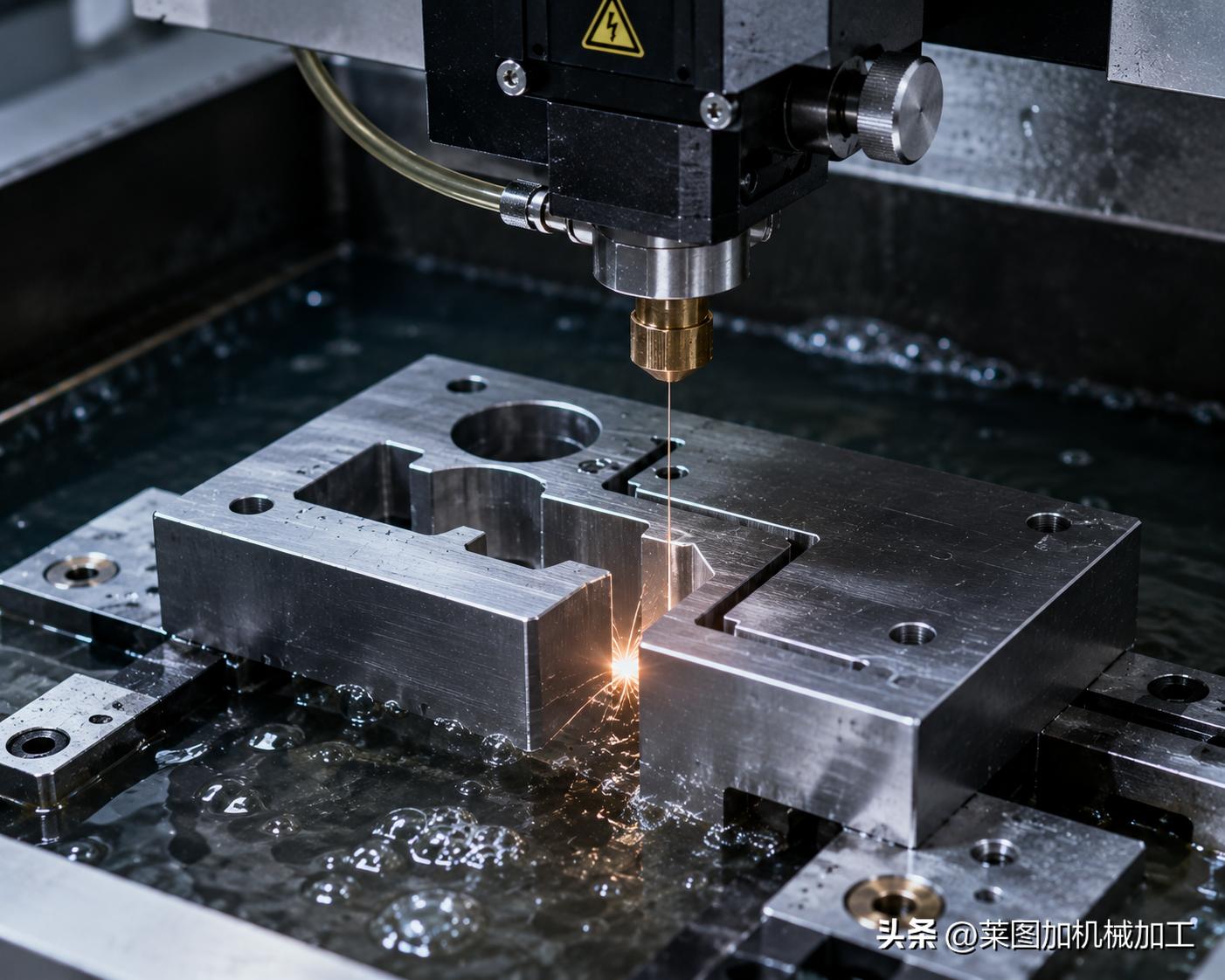
线切割(WEDM):
以细铜丝或者钼丝当作电极, 于工件与丝之间形成脉冲放电, 依靠局部高温致使材料蒸发从而被去除, 沿着编程轨迹实行切割。其本质是放电蚀除, 并非机械力, 不会受到工件硬度的限制。
线切割分两种:
慢走丝(铜丝单向走丝):精度高,丝损耗小,表面质量好
快走丝(钼丝往返走丝):速度快,成本低,精度低于慢走丝
二、精度对比——差距最大的维度
慢走丝的精度处于正负零点零零二至零点零零五毫米的范围, 激光切割的精度在正负零点零五至零点二毫米之间, 二者差距大概有十至五十倍。对于精度要求在正负零点零一毫米以内的配合件, 唯有慢走丝能够稳定达成 ;激光切割仅仅适用于精度要求在零点一毫米以上的场合。
三、热影响区——激光切割的核心局限
激光切割是热切割工艺,高温不可避免地影响切缝附近的材料:
实施对淬火钢进行切割操作之后, 热影响区域, 也就是那个大概宽度在0.1至0.5毫米的部分, 其硬度呈现出分布不均匀的状况, 并且存在着有可能出现软化或者二次淬火这种情况的可能性。
对不锈钢316L实施激光切割后, 其热影响区出现敏化现象, 也就是碳化铬析出, 进而导致耐腐蚀性在局部位置有所下降。
精密的那些弹性件, 对于热影响的区域, 格外的敏感, 热应力将引发残余变形, 弹性行程的偏差是很大的。
线切割无热影响区:
线切割放电蚀除属于纳秒级脉冲, 每一次放电时热量极小, 慢走丝在整个过程中采用水冷方式, 工件整体的温度近乎接近室温, 切缝边缘不存在宏观热影响区, 材料性能维持不变。
结论是, 淬火钢精密的部件, 不锈钢那些耐腐蚀的部件, 具有弹性的部件, 精密配合的面, 不适合采用激光切割这种方式, 并且也肯定得用线切割。
四、适用材料对比
激光切割适用:
碳钢、不锈钢、铝合金、铜合金(反射率高效率低)、薄板(
激光切割不适用:
高反射率材料(裸铜、金)、超厚板(>25mm)效果差
线切割适用:
任何导电材质, 格外适配硬质合金(WC-Co), 适配淬火钢(HRC60以上), 适配钨合金等超硬材料, 适配这些超硬材料, 适配这些超硬材料呢。
线切割不适用:
不具备导电性能的材料, 其中包括工程塑料、普通陶瓷以及CFRP, 这类材料是不导电的, 所以无法进行放电。
五、加工厚度对比
六、成本对比
工艺
台时费参考
薄板异形件成本(3mm,±0.1mm精度)
精密型孔成本(±0.005mm)
激光切割
100—300元/小时
约15—40元(速度快)
无法达到精度
快走丝线切割
150—300元/小时
约100—300元
约100—400元
慢走丝线切割
300—600元/小时
约150—400元
约200—800元
七、工艺选择判断逻辑
精度要求≤±0.05mm → 慢走丝线切割(激光做不到)
材料是硬质合金或淬火钢 → 线切割(激光效果差或无法加工)
存在热影响区敏感方面的要求, 此要求涉及弹性件、耐腐蚀件以及精密配合面, 针对这些要求, 需要采用线切割的方式来处理。
薄板(
若厚板(厚度大于25毫米), 有着任何精度方面的要求, 那么就要采用线切割(因为激光并不适用于厚板)。n。
不属于导电性质的材料诸如工程塑料以及CFRP, 要采用激光切割这种方式, 而线切割是没办法使用的。
从有慢走丝线切割开始, 其精度为正负零点零一毫米, 能够承接精密型孔的线切割加工, 也能承接异形件的线切割加工, 还能承接硬质材料的线切割加工, 并且没有起订量的限制, 具备认证。





