摘要:改进了悬臂取料机节距铰点轴承的更换工艺。 改进方案是切割臂架外耳板,更换球面轴承然后复位,制作法兰和钢套,将钢套焊接到原臂架腹板上,螺纹连接销轴、法兰和钢套筒连接至固定销。 为了消除铰接点处的结构力,将臂根部与L门立柱焊接固定。
关键词:6000t/h悬臂取料机关节轴承法兰钢套
1 技术改造背景
作为神华黄骅港公司装卸设备的主力,6000t/h悬臂取料机承担了相当比例的工作量。 其运行状况直接影响一线生产部门乃至公司的出货任务。 该型取料机悬臂的俯仰动作由两个液压缸及其液压站驱动。 悬臂通过两个铰点连接到机器主体。 在俯仰过程中,取料机的悬臂始终通过铰接点的关节轴承绕销轴旋转。 臂架俯仰角范围为-10°至+11°,旋转角速度为3.6度/分钟。 是小角度、低速、重负荷旋转。
神华黄骅港公司一期装卸设备于2001年投入运行,已在高负荷工况下运行11年。 一期6000t/h取料机经过多年连续运行,悬臂节距铰点也出现了不同程度的老化。 具体表现为:悬臂俯仰动作时不同程度地出现各种摩擦和异响,有时甚至引起整机振动。
经过判断分析发现,俯仰过程中的异常噪声和振动主要来自于臂架俯仰铰点处的轴承。 轴承发出异常噪音和振动的原因是随着工作时间的增加,部件逐渐老化,使得润滑脂难以进入外球面轴承的轴承表面形成油膜。 轴承球面在没有润滑的情况下逐渐磨削并发出异常噪音。 并且由于缺乏润滑,发生严重磨损,最终导致轴承损坏。
变桨轴承损坏导致取料机在变桨动作时产生异常噪音和振动。 这种振动导致轴板部分螺栓被剪切,板变形。 也增加了整个取料机的冲击载荷,形成了一定的安全隐患。 因此,需要更换新的变桨轴承。
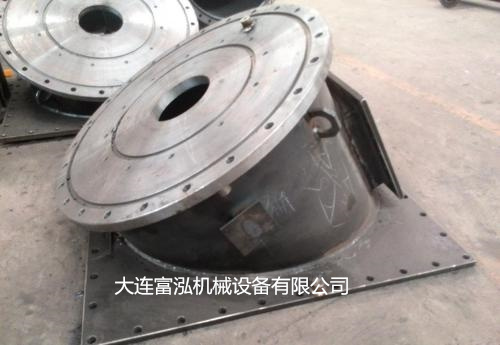
取料机的俯仰铰点分为左、右两个铰点。 每个铰点均由门柱上的耳板(安装有轴承)、悬臂上的两片耳板和轴头上安装有轴夹板的固定销组成。 轴组成。 铰点结构如图1所示。更换轴承时,必须先顶出销轴。 由于轴承位于中间轴承座孔内,被两侧的动臂耳板挡住,因此需要升起大臂或切割一侧耳板,为更换轴承腾出空间。 。
2、传统的臂架变桨铰点轴承更换方法
原来更换臂架铰点轴承的传统解决方案是升起臂架,为轴承更换腾出空间。 本计划的具体步骤如下:
(1)配重支架、悬臂支架的生产
清理堆场维修区,为配重支架装配和吊车站让路,将配重支架运输至配重指定位置,放置四块H型钢(H150X150)作为平台。 平台用水平仪调平,使用50吨吊车。 吊起并拼接配重支架(结构如图2所示)。 悬臂支架采用堆场原有维修支架,并进行相应加固。
(2)降低臂架并控制重物(如图3)
① 将取料机移至指定检修位置堆取料机旋转轴承,将臂架降到悬臂支架上,测量并调整此时配重箱圆柱面下切面的高度,使该高度值等于高度支架的高度加上支架的高度和300吨油镐(千斤顶)的高度; 向下测量配重箱的投影位置,在配重箱顶部两侧垂直落下两个重物,在地面上做好标记钻孔,确定支架的放置位置,然后拆除取料机。
② 将配重支架放置在步骤①中标记的位置。 提前将拉绳挂在支架上,临时用检修车拉出锚栓。 支架稳定后,在其上放置两个300吨油镐和两个支架。堆取料机旋转轴承,然后取料机驶回指定位置,放下悬臂架,升起配重,然后旋转臂架,防止配重撞击支架部分。 微调取料机位置,使配重位于支架正上方。 为了消除300吨油镐与配重之间的空行程,在两侧油镐下方铺设5-10块20×400×400mm3厚钢板,并同时顶起两台300吨油镐。吨油镐,直至配重拉杆上的拉力消除,拉杆向下悬挂。 连接点弯曲后停止顶升。
(3)拆除拉杆与悬臂之间的铰接点
拉杆与悬臂之间的铰接点耳板上焊接有150吨镐座大连铆焊加工,耳板与20号厚、100宽的钢板连接。 用两台50吨吊车吊起两段拉杆,消除拉杆重力,用150吨油镐顶出销轴。 用钢丝绳和卸扣将拉杆固定在悬臂上。 以同样的方式拆下另一侧的铰链销。
(4)吊起悬臂带式输送机张紧重物,拆除悬臂带式输送机铰接点。
用两台50吨起重机在悬臂两侧皮带张紧重物附近悬挂两根φ20mm×6米长钢丝绳,将重物吊至上止点,然后用两根短钢丝绳和卸扣将其固定。张紧重量并释放悬臂带张力。 拆除悬臂带式输送机俯仰部分与固定部分之间的连接铰销,并清除影响悬臂上升850mm的障碍物。
(5) 抬起悬臂,拆下左右两个销钉。
将油镐固定器焊接在门柱和铰点耳板上。 油镐采用30吨扁油镐,高度不超过130mm。 它放置在门柱和悬臂尾部之间,用于水平调节。 由于悬臂在初始位置是被配重拉动的,所以只需将悬臂向前推即可,但注意不要推过位置。 首先将悬臂吊至60吨左右,然后将销轴吊起,用50吨吊车将销轴吊下来。
(6)吊起悬臂,更换轴承
弹出两侧销钉后,继续通过5-6次慢镐将悬臂抬起。 最后将悬臂尾部抬高850mm,拆下轴承两侧的压盖和密封件。 用气割将耳板中的旧轴承切成三段,然后将其拆下。 清理耳板内表面,用直磨机磨平锤击痕迹,去除毛刺和铁锈,涂油。 用内径千分尺φ460测量耳板φ460H7/f8的内径尺寸,使其符合公差。 确认无误后,安装自润滑球面轴承,用两根铜棒锤击到位,安装油封和压盖。

(7) 降低悬臂并安装销钉
同时降低悬臂两侧的油镐能机械加工的大连工厂,减慢镐的速度,将悬臂降低至初始高度。
(8)安装拉杆铰点销、恢复悬臂带式输送机连接铰点销、恢复拆除的平台栏杆油管等。
(9)拆下配重支架和悬臂支架
(10)检查、试车、喷漆
上述计划施工工期为10天
0. 开工前准备、配重和悬臂支架焊接2天
1、降低臂架并控制重量1天
2、拆下拉杆与悬臂之间的铰接点,焊接镐架2天
3. 拆下顶部悬臂的左右两个销钉,并拆下悬臂的铰接点。 1天
4、起重臂及轴承的拆装需要2天时间。
相关热词搜索:

