大连富泓机械焊缝检查
许多设计师没有注意熔池的验证。一个原因是规范中对熔池的验证方法不太明确,另一个原因是我们大多数人都按照常规要求设计了点焊接头以满足某些焊脚。高度可以确保角焊缝的硬度。
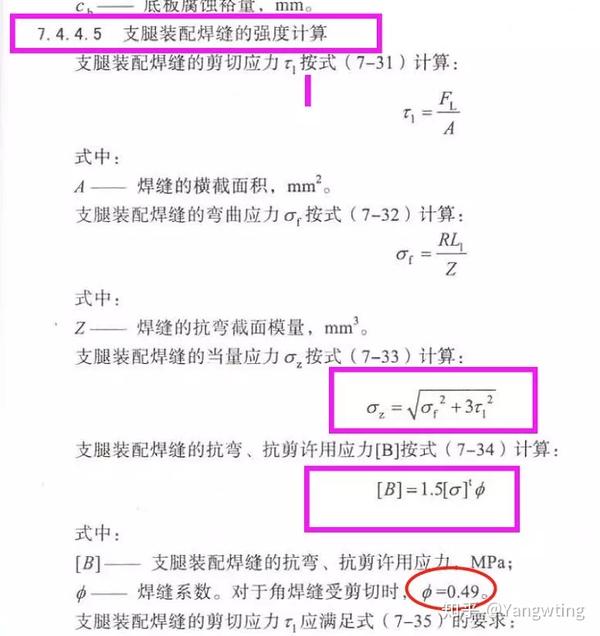
当然,许多国外标准还对熔池进行了更多检查,例如2018年版的吊耳规范,大气容器支腿(例如新容器支架等)。下图显示了对大气容器支腿熔融池的验证。这个公式太经典了。焊接系数0.49的来源如下所示。
在美国规范中,在许多情况下有必要检查熔池的硬度。例如,在ASME中,需要检查每个开口钢筋通道的熔池硬度。
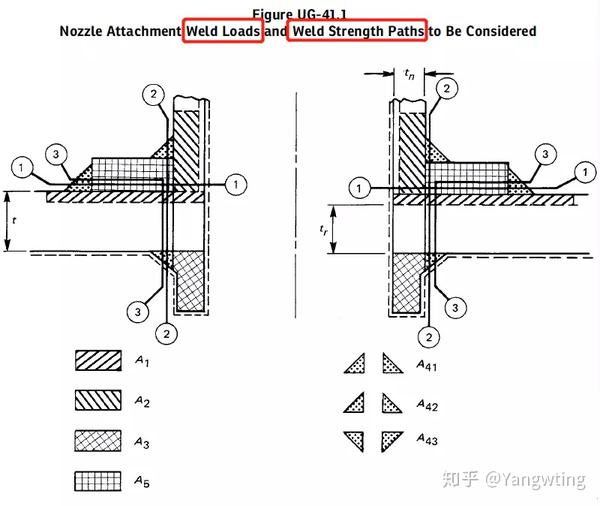
关于熔池的允许硬度UW-15(c)也有详细规定:
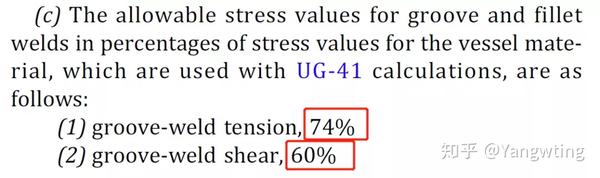
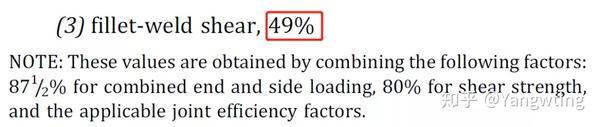
上述剪切角焊缝的熔池系数0.49完全吻合。
圆角焊缝估计方法
如何检查角焊缝?
有很多检查角焊缝的方法。一方面,您可以参考腿的支撑板或压力容器导向器:
您还可以参考《压力容器设计手册》。
第10章,熔池设计非常详细,并附带图片,说明和示例。这是计算熔池的超级手册。
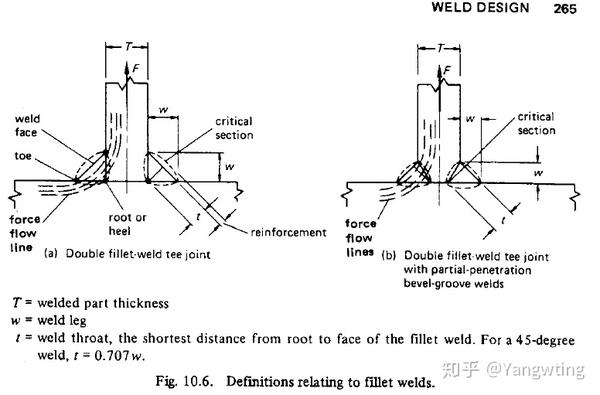
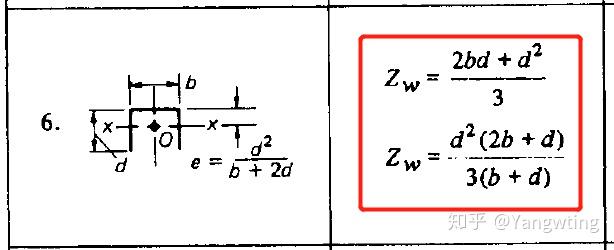
为检查熔池的弯曲应力,必须首先估算熔池的惯性矩Zw。
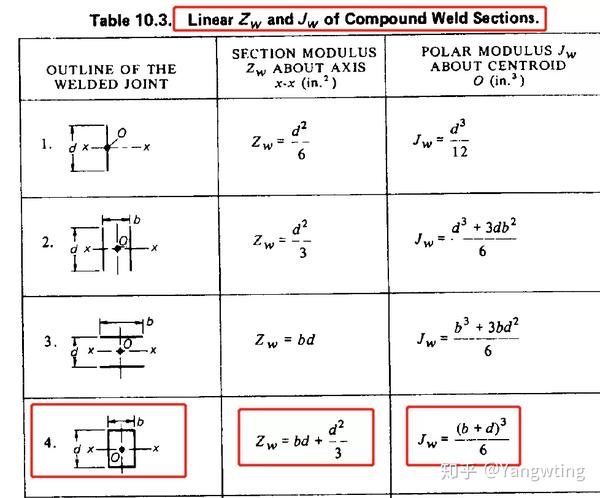
例如,对于双面点焊肋,首先根据第4行中的公式估算Zw。
再次评估托盘上的剪切力M
由弯矩引起的单位宽度载荷:f1 = M / Zw
如果有剪力F,则剪力引起的单位宽度载荷为:f2 = F /(2 * d + 2 * b)
f = sqrt(f1 * f1 + 3 * f2 * f2)
焊缝的允许应力为fw = 0.49 * S
所需的焊脚高度为tw = f / fw
然后考虑确定圆角高度的适当安全系数。
为什么结果感觉不一致?
估计很多次后,您会发现需要多少个角焊缝?
例如,对于10吨的设备,请按照前面的步骤计算耳座垫板焊缝池的高度,结果是角焊缝可能只需要1mm。这个结果确实使人们感到奇怪,这个估计准确吗?
当然,没有公司会实际使用1mm,因为它只需要1mm。你敢算,我不敢用。
为什么估算结果如此激进?
我个人认为,最重要的一点是熔池太完美了。可以相信,熔池可以完美地传递负载并共同承担负载。实际上,这还没有完全实现。如此多次,实际承载力和理论承载力相差很大。
例如,货盘非常薄,焊脚高度很小,因此焊缝,与厚货盘不同,负荷可以快速传递到整个熔池段,并且通常只有局部熔池承担负荷。它的一半被拉长,另一半被压。这时,在迎接负载的本地熔池中,应力值大大增加,首先造成损坏,然后发生链反应,从而导致熔池的链破坏。
假定圆形熔池的整个厚度只有一半承受负荷,则必须根据以下公式确定其弯曲和挠度。
长度增加一半,弯曲变形可能会增加到原来的1/5。可以说是大幅增加。这一点类似于外部压力增强环,整个环的承载能力远大于断裂环的承载能力。
外部压力增强环会损坏吗?
因此焊缝,在估算熔池时,不仅应通过公式进行估算,而且还必须考虑熔池的完整性。
规范中的熔池
带有侧柜式吊耳的熔池就是一个很好的例子。
通过凹形设计,增加了熔池的宽度和面积,并在不影响成本的情况下保证了硬度。可以说这是一个特别出色的结构。
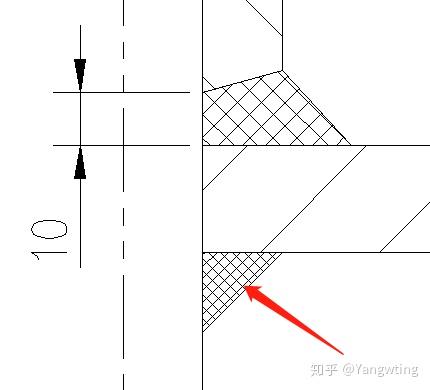
轴式吊耳的点焊接头,其中悬挂管的点焊长度为固定值10mm。对于非常重型的设备,熔池硬度通常不足。
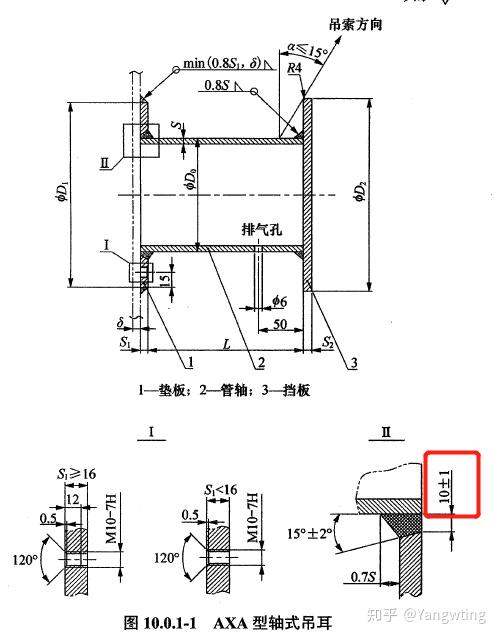
因此,建议减小竖井中的熔池高度。
检查熔池的硬度时,请注意支撑板的长度和熔池的高度。例如,许多设备主体都太厚,但是耳塞是NB标准的耳塞。当支架板比较薄时,尤其需要进行测试。
应基于保守的考虑(小于厚度的一半)检查焊脚的高度,以检查焊脚的高度是否足够。
以前的亮点:
科学方法-减压塔加强圈破裂的奥秘
如何进行局部应力估计
由螺孔中心引起的严重车祸
现场案例收集

